
Фрезерной станок представляет собой один из самых распространённых подвидов оборудования для обработки различных металлических заготовок и деталей. Основной частью станка является фреза – режущий инструмент с несколькими лезвиями, закреплённый на шпинделе. В универсальных фрезерных станках шпиндель располагается под углом 90° к заготовке, однако другие модели (например, широкоуниверсальный станок) имеют дополнительную шпиндельную головку на выдвижной конструкции, позволяющей менять угол наклона фрезы.
Основные виды фрезерных станков
Фрезерные работы по металлу востребованы во многих областях современной промышленности, в связи с чем на рынке представлен широкий спектр модификаций фрезерных станков различной конструкции.
- Универсальные фрезерные станки – оборудованы неподвижным горизонтальным шпинделем и поворотным столом;
- Широкоуниверсальные фрезерные станки – по сравнению с универсальными станками дополнительно оснащены приставным шпинделем, который может поворачиваться вокруг горизонтальной и вертикальной оси;
- Горизонтальные фрезерные станки – имеют горизонтальный шпиндель и консоль, которая может перемещаться перпендикулярно шпинделю в нескольких направлениях. Используются для работы с изделиями среднего веса и небольшого размера;
- Вертикальные фрезерные станки – в данных моделях шпиндель и фреза располагаются вертикально и могут поворачиваться вокруг своей оси. Рабочая консоль может двигаться как перпендикулярно к режущему инструменту, так и вертикально;
- Бесконсольные фрезерные станки – оборудованы шпинделем со фрезой, которые перемещаются только вертикально, и столом, который может двигаться лишь в продольном и поперечном направлениях;
- Продольные фрезерные станки. Изготовляются в двух- и одностоечном вариантах, могут быть оборудованы двумя вертикальными и двумя горизонтальным фрезами. Стол продольных станков может двигаться только в продольном направлении, шпиндели двигаются как вертикально, так и поперечно;
- Копировальные фрезерные станки – наиболее современные модели, траектория движения и скорость перемещения шпинделя и стола контролируются за счёт программного управления, для копирования образец детали ощупывается специальным копировальным инструментом;
- Шпоночные фрезерные станки – характеризуются наличием автоматизированного рабочего цикла и оснащены двигающимся в продольном направлении столом и вертикальным шпинделем, способным совершать так называемые планетарные движения заданного диаметра;
- Карусельные фрезерные станки – оборудованы вертикальными шпинделями с фрезами и непрерывно вращающимся круглым столом, позволяющим не прерывать работу над деталью;
- Обрабатывающие центры – сочетают функционал токарного и фрезерного станков, позволяя в короткий срок осуществлять комплексные токарно-фрезерные работы над металлическими деталями и изделиями сложной конфигурации.
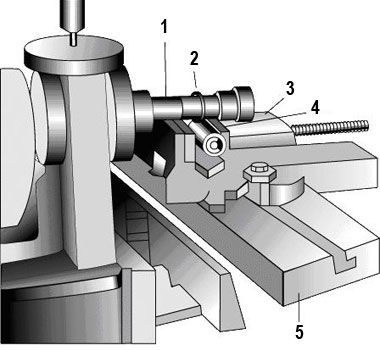 |
Рис.5. Основные конструктивные элементы горизонтально-фрезерного станка: 1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5 – стол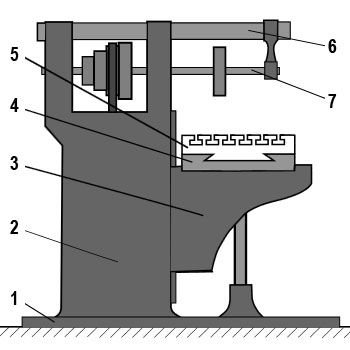 |
Рис 6. Устройство горизонтально-фрезерного станка:
1 – фундаментная плита; 2 – станина; 3 – консоль; 4 – салазки; 5 – стол; 6 – хобот; 7 – оправка с фрезой
Основой фрезерного станка является станина – устойчивая база, на которой закрепляются прочие части устройства. Внутри станины располагаются коробка скоростей и полый вал шпиндельного механизма. Фреза станка поддерживается при помощи “хобота” – специальной конструкции с подвесками.
В процессе работы консоль с коробкой подач движется по вертикальным направляющим станины. В это же время салазки с поворотным механизмом, несущим продольный стол, перемещаются в поперечном направлении по направляющим консоли. Стол может поворачиваться вокруг вертикальной оси и таким образом менять своё положение и в горизонтальной плоскости (по отношению к оси шпинделя).
После запуска двигателя станка при помощи коробки передач крутящий момент передаётся на шпиндель. На переднем торце шпинделя монтируется фрезерная оправка, обычно представляющая собой так называемый конус Морзе – стержень конической формы, на котором с помощью колец и гаек фиксируется режущий инструмент (фреза). У моделей станков с расширенным функционалом шпиндельных головок может быть несколько – как правило, дополнительная головка более подвижна и может работать как отдельно, так и параллельно с основной, осуществляя фрезеровку изделий сложной конфигурации, а также такие виды работ, как сверление, растачивание и пр.
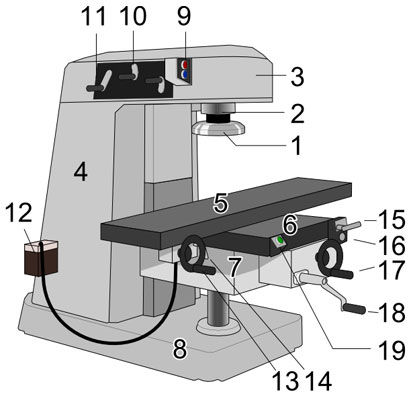 |
Рис 7. Устройство вертикально-фрезерного станка:
1 — фреза, 2 — шпиндель; 3 — хобот; 4 — станина; 5 — стол; 6 — салазки;
7 — консоль; 8 — фундаментная плита; 9 — панель запуска шпинделя;
10 — регулировка передач шпинделя; 11 — регулировка скорости вращения шпинделя; 12 — подача СОЖ; 13 — продольное перемещение стола;
14,15,16 — ускоренные перемещения стола; 17 — поперечное перемещение стола
Особенности фрезерных станков с ЧПУ
Главное отличие современного оборудования с ЧПУ от стандартных станков – автоматизация управления скоростью фрезы и перемещением стола в процессе обработки детали. На предприятиях, осуществляющий серийных выпуск деталей со сложной криволинейной поверхностью (лопасти воздушных винтов, лопатки самолётных турбин) используются станки ЧПУ со шпинделем на отдельных салазках, позволяющих режущему инструменту самостоятельно двигаться вертикально и вокруг своей оси.
Отдельный класс также представляют собой копировальные фрезерные станки с ЧПУ, которые задействуются для обработки деталей сложной конфигурации (матриц для штамповки листовых изделий из металла, форм для литья и др.). Подобные модели оборудованы специальным щупом-индикатором, который изучает фигурный профиль детали-образца и передаёт полученные данные через рабочую фрезу для создания аналогичного изделия.
Измерительный инструмент, применяемый на производстве.
Когда дело касается деталей и составляющих готовых изделий, ошибок в расчетах размеров быть не должно. Ведь от этого будет зависеть в конечном итоге качество выпускаемой продукции. К примеру, несоответствие диаметра крепежного элемента размеру отверстия станет причиной ненадежности всей конструкции. Именно поэтому на большинстве предприятий проводятся контрольные измерения.
Рассмотрим подробнее следующие измерительные приборы.
Линейка измерительная — инструмент, с помощью которого
измеряют линейные размеры. По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п. Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.
 Рис. 8 Линейка измерительная
Рис. 8 Линейка измерительная
Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку.
При производстве столярных работ применяют деревянную малку. Она представляет собой колодку с прорезью и пера. Перо и колодка шарнирно соединены с помощью винта и гайки-барашка. Для того, чтобы установить перо в нужное положение, необходимо ослабить, а затем затянуть барашек. В нерабочем положении перо убирается в прорезь колодки, при этом малка не занимает много места.
 Рис. 9 Малка
Рис. 9 Малка
При производстве слесарных разметочных работ применяют металлическую малку.
Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм. В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки. Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм. Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.



Нутромер — инструмент, с помощью которого определяют внутренние
размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.
Рис. 11 Нутромер

Плита разметочная — основное разметочное приспособление.
От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке. Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты.
Рис. 12 Плита разметочная

Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.
Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину.
Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки.
Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта.
Рис. 13 Штангенциркуль
Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое — 0,4мм, пятое находится посредине между девятым и десятым. Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге.
Контроль калибрами.Для выполнения операций технического контроля в условиях массового и крупносерийного производства широко используют контрольные инструменты в виде калибров.
Калибры— это тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. Они применяются чаще всего для определения годности деталей с точностью 6. 17 квалитетов, а также в устройствах активного контроля, работающих по принципу «западающего калибра».
С помощью предельных калибров определяют не численное значение контролируемого параметра, а выясняют, выходит ли этот параметр за предельные значения или находится между двумя допустимыми. При контроле деталь считается годной, если проходная сторона калибра (ПР) под действием усилия, примерно равного массе калибра, проходит, а непроходная сторона калибра (НЕ) не проходит по контролируемой поверхности детали. Если ПР не проходит, деталь относят к бракованным с исправимым браком. Если НЕ проходит, деталь относят к бракованным с неисправимым браком.
Выбор детали для курсового проекта по дисциплине «Технология машиностроения»
Служебное назначение детали
Название детали: Вал.
Материал детали: Сталь 40.
Габаритные размеры: Ø8,8×27,8.
Неуказанные предельные отклонения размеров: Н12.
Вал — деталь, предназначенная для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор.
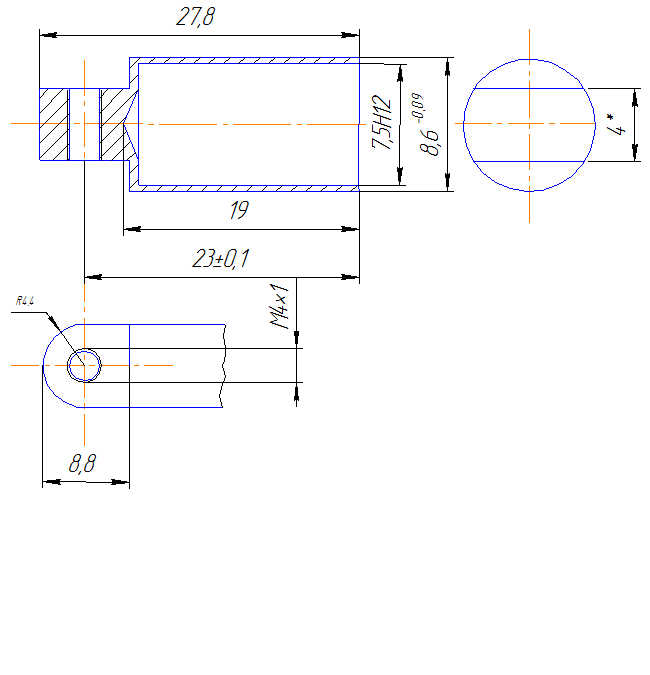
Деталь – вал изготавливается из стали 45 ГОСТ 1050-74 прутков фасонного проката. Конфигурация наружного контура и отверстия не вызывает значительных трудностей при получении заготовки.
Таким образом, заготовку можно считать технологичной.
Валы, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностей термообработке детали, от которых требуется повышенная прочность.
Обоснование выбора оборудования
Выбор станка должен основываться на следующих правилах:
· Мощность, производительность и точность должны быть минимальными, но достаточно для выполнения требования предоставляемых к операции
· Обеспечение концентрации производства с целью уменьшения числа операций, количества оборудования, повышения производительности и точность за счет уменьшения числа переустановок заготовки
· В среднесерийном производстве следует применять высокопроизводительные станки-автоматы, агрегатные станки, станки с ЧПУ
· Оборудование должно отвечать требования безопасности, Эргономики и экологии.
Данные по выбору оборудованию занесены в таблицу.
Технологический маршрут обработки детали
| № операции | Наименование операции | Станок |
| Токарная чистовая | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT | |
| Резьбонарезная | MCFV-2080NT | |
| Токарная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT |
Обоснование выбора режущего инструмента
При выборе режущего инструмента следует руководствоваться правилами:
· Режущий инструмент выбирается исходя из метода обработки, оборудования, расположения обрабатываемой поверхности
· Следует отдавать стандартным и нормализованным инструментам и только при их отсутствии применять нестандартные
· Материал режущего инструмента выбирается исходя из обрабатываемого материала, состояния поверхности и вида обработки.
| № операции | Наименование операции | Режущий инструмент | Мерительный инструмент |
| Токарная черновая | Резец токарный проходной прямой левый ГОСТ-18869-73 P9K5 | Калибр-скоба ГОСТ 18355-73 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71 Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Сверление | Сверло метчик | Калибр-пробка ГОСТ 18355-73 | |
| Резьбонарезная | Сверло-метчик | Калибр-пробка ГОСТ 18355-73 | |
| Отрезная | Резец отрезной двухсторонний ГОСТ-18883-73 Т5К10 | Штангенциркуль ШЦЦ-150-0,01 электронный ГОСТ 166-89 | |
| Сверлильная | Сверло по металлу с коническим хвостовиком ГОСТ 10903-77 Ø7,5 Р6М5 | Калибр-скоба ГОСТ 18355-73 |
Техпроцесс изготовления вала
| № | Наименование | Обор- ние | Инст-т | Приспособление |
| Заготовительная | ||||
| Токарная. Точение заготовки на l = 27,8 t = 0,7 | MCFV-2080NT | Резец проходной ГОСТ 18880-73 | Трехкулачковый самоцентрирующий патрон | |
| Фрезерная. Снятие лысок l = 8,8, t = 2,3 | Фреза концевая ГОСТ 17025-71 | |||
| Сверлильная. Сверление перпендикулярного отверстия ø3, на t=4 | Сверло-метчик | |||
| Резьбонарезаная Нарезание резьбы M4×1 | Сверло-метчик | |||
| Токарная Отрезание заготовки на l=27,9 | Резец отрезной двухсторонний ГОСТ 18884-73 | |||
| Сверлильная. Сверление осевого отверстия Ø7,5, на t =19 | Сверло по металлу ГОСТ 10903-77 | |||
| Моечная | Ванна моечная | |||
| Измерительная | Стол | Калибр-скоба | ||
| Гальваническая | Электрохим. | |||
| Контрольная измерительная | Стол ОТК |
После обработки детали на станке, производится контрольно – измерительная операция контролером ОТК. Для проверки деталей применяют калибры, шаблоны, штангенциркуль, специальные и др. контрольные приспособления. Если деталь соответствует требуемым параметрам, то её отправляю дальше, согласно маршрутному листу.
Заключение
В ходе прохождения производственной практики мной были рассмот-рены вопросы, касающиеся структуры предприятия, цеха, изучен процесс работы отделов.
Во время практики появилась возможность применить полученные знания в учебном заведении в реальной рабочей обстановке. Также были получены первичные профессиональные умения и навыки. Принимал участие в рабочих процессах.
Список используемой литературы
1. Инструкции предприятия по охране труда, технологии выполнения работ.
2. Фещенко В.Н., Махмутов Р.Х. Токарная обработка.: Учеб. для проф. учеб. заведений. – 3 изд. испр. М. Высшая школа; Изд. центр «Академия».: 2004.
3. Черпаков Б.И. Технологическая оснастка.: Учеб. для сред. Образова-ния/Б.И. Черпаков. – М.: «Академия». 2004.
Токарно-фрезерный станок позволяет сделать деталь полностью, закрепив ее в шпинделе или центрах. Он одновременно выполняет функции различного узкоспециализированного оборудования: токарного, сверлильного, фрезерного. В зависимости от типа производства, приобретаются маленькие станки настольные или большие, высокопроизводительные.

- Технические характеристики
- Устройство оборудования
- Классификация токарно фрезерных станков
- Размеры
- Тип и привод фрезерной головки
- По назначению и сложности
- Универсальные станки
- Рекомендации по выбору токарно фрезерного станка
- 1 Токарный и фрезерный – 2 в 1
- 2 Какие виды станка можно выделить?
- 3 Конструкция и характеристики станков – общие параметры
- 4 Популярные модели и их отличительные особенности
- 5 Каким должно быть рабочее место?
Технические характеристики
Обработка на токарно фрезерном оборудовании совмещает точение цилиндрических поверхностей стационарно установленным резцом при вращении самой детали. С одной установки производится и фрезеровка – плоская обработка вращающимися инструментами. Станки с программным управлением работают самостоятельно и выполняют полностью все операции с высокой точностью. Достаточно набрать программу, задать допуски на размеры и класс чистоты поверхности. Такие станки называют токарными центрами с ЧПУ.
Токарно фрезерные станки имеют общие технические характеристики:
- мощность;
- размеры заготовок;
- потребляемое напряжение;
- обрабатываемый материал;
- тип сверлильно-фрезерного шпинделя;
- расстояние между центрами;
- максимальный ход фрезерного суппорта;
- максимальный диаметр обработки над станиной и суппортом;
- обороты и скорость фрезерного шпинделя.

Производство деталей на станке
Выпускать небольшое количество запчастей можно на простом оборудовании весом менее 1 т. Верстачный токарно-фрезерный станок при относительно небольшой стоимости способен производить большие партии деталей, необходимых для ремонта автомобилей, бытовой техники и других механизмов. Он выполняет операции:
- точение продольное и поперечное;
- сверление;
- нарезка резьбы;
- фрезеровка пазов и шлицов;
- растачивание;
- фрезерование плоскостей и граней;
- шлифовка круглая и плоская.
Обрабатывать можно длинные и плоские заготовки. Настольные и верстачные модели токарных центров имеют высокую производительность и способны обеспечить продукцией небольшое предприятие.
Устройство оборудования
Устройство токарно-фрезерных станков совмещает узлы разного вида оборудования узкой специализации. От токарного у него:
- станина;
- шпиндель;
- винт для нарезки резьбы;
- суппорт;
- задняя бабка.
Двигатель для вращения фрезерного инструмента может располагаться на токарном суппорте. К нему подключается конус для крепления фрез, сверл и метчиков. Количество операций ограничено продольными фрезеровками, сверловкой и нарезкой резьбы. Фрезы используют только наборные и с твердосплавными пластинами.
Комбинированный токарно-фрезерный станок имеет второй суппорт с отдельным приводом для вращения фрезерного инструмента. Это позволяет обрабатывать плоскости под углом с высокой точностью и чистотой поверхности. Устанавливать можно цилиндрические, торцевые, дисковые и концевые фрезы, развертки, сверла, метчики.

Токарно-фрезерный станок с ЧПУ
Установка блока ЧПУ – числового программного управления – позволяет задавать нужные параметры работы. Станок самостоятельно выполняет обработку детали и останавливается. Оператор устанавливает новую заготовку и запускает процесс обработки. Наличие бункера на больших токарных центрах с ЧПУ позволяют станку работать без остановок. Установка заготовки и пуск следующего цикла операций производится автоматически.
Классификация токарно фрезерных станков
Классифицируют токарные обрабатывающие центры по нескольким параметрам: размер и вес, тип фрезерного суппорта, сложность и универсальность оборудования.
Размеры
По мощности и размерам токарные центры условно делятся по весу:
- мини – весом менее 1000 кг;
- средние от 1 т до 10 т;
- большие весят более 10 т.
К мини относятся настольные токарно фрезерные станки по металлу и дереву. Они имеют вес 300 – 400 кг и позволяют обрабатывать детали длиной до 700 мм. Удлиненная станина дает возможность работать с заготовками до 1200 мм длиной. Диаметр цилиндрической поверхности не превышает 90 мм. Особенностью настольных токарно фрезерных станков является их компактность и возможность расположения в домашней мастерской.

Мини токарно-фрезерный станок
Настольный обрабатывающий центр по металлу с ЧПУ способен изготавливать сложные изделия с точностью до 0,01 мм и контролировать угол до 0,001°.
К классу мини относится и токарный станок по дереву. Относительно низкая твердость материала позволяет выпускать модели с двигателями, питающимися от сети в 220 V с потребительской частотой 50 Гц. Достаточно трехфазное подключение к бытовой розетке с заземлением.
Тип и привод фрезерной головки
По конструкции фрезерного шпинделя различают токарные центры;
- простые;
- с приводным центром;
- шпиндель с С-осью;
- с противошпинделем.
Схема устройства представляет соединение рабочих узлов с разного оборудования на станине токарного станка. Продольная обработка точением производится при вращении заготовки и стационарно закрепленном инструменте – резце. Фрезерный инструмент вращается от отдельного привода, режет поверхность и сверлит неподвижную болванку. Простая конструкция оборудования предполагает ручное управление. Для изготовления больших партий одинаковых деталей подключают ЧПУ.

Сложные фрезерные станки с ЧПУ имеют шпиндель с С-осью. Расположение фрезерного инструмента и самостоятельное его перемещение параллельно основной оси позволяет делать сложные детали с обработкой боковых поверхностей и торцов.
По назначению и сложности
По назначению, и сложности обработки токарные центры делятся:
- деревообрабатывающие;
- настольные по металлу;
- многофункциональные;
- универсальные.
Управление деревообрабатывающими станками допускается ручное, при единичном изготовлении деталей и малыми партиями. Серии повторяющихся запчастей проще делать, подключив ЧПУ. Оператор набирает программу, устанавливает заготовку и нажимает кнопку пуска. Дальнейшее пребывание его возле станка не обязательно. Используют в столярных мастерских для изготовления ножек и стоек мебели.

Деревообрабатывающий токарный станок с фрезерной головкой
Настольные и верстачные станки по металлу применяются в мастерских с изготовлением продукции небольшими партиями и на крупных предприятиях, выпускающих большое количество различного оборудования. При малой нагрузке и единичном изготовлении управляются вручную. Большинство из них имеют ЧПУ и могут подключаться к компьютеру. Они обрабатывают детали сложной конфигурации с высокой точностью. Самостоятельно контролировать размеры не могут. При стирании режущей кромки и поломке инструмента продолжают работать по заданной программе. Оператор должен периодически проверять резцы и фрезы на целостность пластин и контролировать основные размеры.
Установленный на место задней бабки противошпиндель увеличивает количество выполняемых одновременно операций.
При наличии независимых суппортов и числового программного управления, плоские заготовки ставятся по 2 и обрабатываются одновременно. Возможна поочередная обработка одной заготовки в разных шпинделях. Многофункциональный токарный центр с ЧПУ имеет высокую производительность и позволяет обрабатывать детали со всех сторон, включая торцы. Точение, сверловка и фрезеровка производятся в любой плоскости и под углом.
Универсальные станки
Универсальные токарные станки с фрезерной головой имеют суппорт, расположенный параллельно оси детали – С-шпиндель. В нем крепится фрезерный инструмент и вращается от независимого двигателя. Головка с фрезой может перемещаться в любом направлении, производя обработку под разными углами. Сменщик меняет фрезерный инструмент по заданной программе, увеличивая количество операций. Станок выполняет:
- точение цилиндрическое, коническое, торцевое;
- изготовление червяков;
- фрезеровку;
- сверловку;
- расточку;
- торцовку;
- зацентровку;
- нарезку внутренней резьбы;
- нарезку наружной резьбы резцом и плашкой;
- фрезеровку пазов;
- фрезеровку зуба;
- шлифовку;
- долбежку.
В результате получаются детали любой конфигурации, с проточками, канавками и отверстиями, как по торцам, так и на боковых сторонах. При этом выдерживается высокая точность и соосность всех рабочих поверхностей, поскольку обработка производится с одной установки.
При изготовлении валков и других деталей со сложной конфигурацией, применяется копир.
Универсальный центр движется, повторяя форму шаблона, установленного на станке. Делается специальный плоский копир и вставляется в специальное отделение программного блока. Резец при движении повторяет его форму. При подключении станка с ЧПУ к компьютеру, копир не нужен, движение инструмента контролируется специальной программой. В результате станок обрабатывает заготовки по заданной кривой линии. Получаются детали со сложной поверхностью в виде парабол, синусоид, кривых с разными радиусами и плавными переходами.
Токарно фрезерные станки с ЧПУ по металлу, имеют заложенную в программу корректировку действий. Например, при нагреве они снижают количество оборотов, уменьшая нагрузку. Если температура достигает критического значения, станок самостоятельно останавливается. Продолжить работу можно после охлаждения.
В старых моделях программа не корректируется, и работа станка начинается с первой операции. Некоторое время инструмент режет воздух. Затем продолжается обычная обработка. Современные станки с ЧПУ после аварийной остановки и охлаждения могут самостоятельно включиться и продолжить работу. Вмешательство оператора не требуется.
Рекомендации по выбору токарно фрезерного станка
Фрезерный станок по дереву подойдет для работы в домашней мастерской. Фирме по производству мебели удобнее будет обрабатывать детали на оборудовании с ЧПУ. Программа обеспечит выпуск совершенно одинаковых ножек и стоек при минимальном участии человека.
Выбор токарно-фрезерного станка начинается с анализа потребности в деталях различной сложности.
Если надо делать запчасти к машинам, которые ремонтируются в мастерской, достаточно токарно фрезерного станка по металлу.
Небольшой настольный агрегат полностью удовлетворит потребности в деталях для ремонта. На нем можно выточить даже коленвал легкового автомобиля, тормозные диски, нестандартный крепеж. Затраты на покупку оборудования с ЧПУ не оправдают себя.
Не все мастерские имеют возможность подключения к промышленной линии с напряжением в 380 V. Среди оборудования класса мини можно найти работающее от потребительской сети 220 V. Не надо тянуть кабель специально из-за возможности включить фрезерный станок.

Эксплуатация токарно-фрезерного станка
Большие токарные станки ЧПУ подходят для массового производства деталей большими партиями. В памяти блока управления сохраняется несколько набранных программ. Оператору надо только набрать код загружаемой партии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Токарно-фрезерный станок – незаменимый предмет на производстве, да и в быту такое оборудование не останется без дела. Его главная особенность заключается в том, что это устройство совмещает в себе все функции токарных и фрезерных агрегатов. Но чтобы правильно подобрать модель, следует более подробно ознакомиться с особенностями, именно этим мы и займемся в нашей статье.
1 Токарный и фрезерный – 2 в 1
Стоит отметить, что первые токарные станки по дереву пользовались популярностью более шести веков назад, и имело то оборудование ножной привод. Безусловно, за столь длительный период конструкция агрегата значительно преобразилась, современные механизмы способны справиться не только с древесиной, но и обработать твердые металлы, сплавы и даже камень, да и функции значительно расширились. Сегодня их используют при изготовлении различных деталей в мебельной и машиностроительной промышленности.

С помощью такого оборудования делают нарезку внутренней и внешней резьбы, производят раскройку материала и обрабатывают профили. Сейчас поговорим обо всех достоинствах, присущих таким станкам. Они сочетают в себе высокую производительность и относительно компактные габариты. При этом агрегаты очень просты в управлении, особенно это касается машин с ЧПУ. Отдав преимущество последним, вы сможете максимально точно определить время, необходимое на обработку детали либо целой партии. Чтобы контролировать ряд таких агрегатов, достаточно всего одного оператора. Еще один плюс, о котором следует сказать – это универсальность. На одном и том же станке вы сможете обрабатывать совершенно различные материалы.
А вот к недостаткам можно отнести стоимость, причем, чем больше функций, тем выше и цена оборудования. К тому же, высококачественные фирменные агрегаты с ЧПУ нуждаются в сервисном обслуживании. Если в станке вышел из строя какой-либо узел, то отремонтировать неисправность своими силам не получится, нужно обращаться только к профессионалам.
2 Какие виды станка можно выделить?
Универсальный станок – не что иное, как оборудование с ручным приводом. Для него свойственны следующие режимы – сверление, фрезерование и классическая токарная обточка. В зависимости от модели сверлильно-фрезеровальная головка может еще и перемещаться вдоль оси детали. Это оборудование многофункционально, при этом отличается невысокой стоимостью. Оно прекрасно подойдет для бытовых целей либо небольших частных мастерских. Если необходимо изготовить спиральные или простые каннелюры, балясины и ножки для мебели, то вам понадобится токарно-фрезерный станок с копиром.
А вот на более серьезном производстве при массовом изготовлении деталей отлично зарекомендовали себя агрегаты с ЧПУ. Главное достоинство таких машин – полная автоматизация. Они могут работать длительный период без вмешательства человека под управлением только лишь числовой системы. Оборудование снабжено специальным пультом, с помощью которого и происходит управление процессом. А чтобы избежать разбрасывания отходов по всей рабочей плоскости, станину делают под наклоном. Угол его варьируется от 30 до 60°. Кроме того, зона обработки снабжена конвейерным отводом стружки, а механические части направляющих защищены специальным кожухом.

Инструменты крепятся в шпиндель автоматически либо вручную. Также в зависимости от модели различаются много- и одноинструментные машины. Процесс управления таким агрегатом идет в двухмерном, а также трехмерном пространстве. Различна и мощность оборудования.
Особого внимания заслуживают центры с ЧПУ и С-осью. В этом случае контролируется не только скорость вращения обрабатываемого элемента, но и его угловое положение. Причем точность управления углом поворота менее 0,001°. Такая инновация позволяет обрабатывать не только стандартные детали, но даже червячные передачи, шестеренки и иные изделия сложной формы.
Еще одна особенность такого оборудования – наличие противошпинделя. Этот элемент расположен на месте, отведенном под заднюю бабку. Цель противошпинделя заключается в том, чтобы перехватить деталь за правую сторону и обработать противоположную часть без вмешательства оператора. Так что такой агрегат можно использовать для серийного производства. Отдав предпочтение оборудованию с противошпинделем и парой сменщиков приводного инструмента, можно значительно увеличить скорость обработки. Плюс появится возможность работать с еще более сложными элементами. Комбинированный станок незаменим при круглофрезерной либо рельефной обработке.
3 Конструкция и характеристики станков – общие параметры
Состоит это оборудование из станины и режущего инструмента. Также может присутствовать консоль, на которой расположены горизонтальные направляющие, хотя встречаются и бесконсольные модели. Рабочий инструмент фиксируется в специальной фрезерной головке, причем благодаря конусности последней появляется возможность устанавливать в нее же и токарные насадки. Отдельного внимания заслуживает мотор агрегата, ведь именно он определяет мощность оборудования.
Если речь идет о машинах с ЧПУ, то присутствует дополнительно и пульт, посредством которого происходит управление рабочим процессом. Аналогичное устройство имеет и токарно-фрезерный станок с копиром. Малогабаритный комбинированный агрегат предназначен в основном для домашнего использования. Его главными достоинствами выступают компактные размеры. Однако высота и ширина – это не единственное, на что следует обращать внимание при выборе такого агрегата. Огромное значение играет питающее напряжение, и лучше всего, когда оборудование работает от трехфазной сети. Для домашнего использования вполне достаточно станка мощностью около одного киловатта. А вот на производстве понадобятся более мощные машины.

Конечно, многие ориентируются в первую очередь на стоимость, но если вы уже решили сделать такое приобретение, то стоит обращать внимание на надежность и функциональность, в противном случае экономия выйдет боком. Желательно, чтобы на всех ручках и рычагах была нанесена градиентная шкала, это значительно повысит точность обработки. Поинтересуйтесь, из какого материала выполнены все узлы и механизмы, кто производитель. Не стоит доверять сомнительным фирмам!
Наличие дополнительных приспособлений в разы повышает функциональность изделия. Проследите, чтобы на выбранном оборудовании была возможность нарезать резьбу с разным шагом. Еще комбинированный станок должен быть оснащен специальным рычагом для переключения направления резца. Это даст вам возможность делать операцию самостоятельно. Также желательно, чтобы перемещение суппорта во всех плоскостях было автоматическим. Не забудьте при выборе агрегата, особенно если стан малогабаритный, поинтересоваться максимальными размерами обрабатываемой детали, ведь этот параметр во многом определяет область использования оборудования.
К важным характеристикам следует отнести также количество скоростей и частоту вращения шпинделя. Обратите внимание на такие параметры, как диапазон метрических и дюймовых резьб, продольных подач, максимальный диаметр концевой и торцевой фрезы.
4 Популярные модели и их отличительные особенности
Особого внимания заслуживает продукция всемирно известного европейского производителя TRENS. Универсальный станок этого бренда укомплектован очень прочной наклонной станиной. Такие машины прекрасно зарекомендовали себя на средне- и крупносерийном производстве. Особенно актуально это приобретение, если необходима обработка деталей нестандартной формы.
Модель SBL 300 превосходно справится с основными фрезерными процедурами. С помощью такого станка вы без труда нарежете резьбу, проведете обработку и доводку сложных элементов. К преимуществам еще следует отнести шпиндель высокой прочности. Благодаря этому свойству вы можете эксплуатировать оборудование длительный период без остановок. Также стоит отметить и скорость обработки, а особая система фиксации и С-ось обеспечивают мгновенное переключение режимов и великолепный крутящий момент.

Станок SBL 500А представляет собой более сложный агрегат, в отличие от предыдущей модели, и с его помощью можно обрабатывать элементы весом более тонны. Устройство оснащено электрическим приводом фирмы Siemens либо Fagor. А числовое программное управление позволяет легко наладить все настройки. Также внимания заслуживает гидравлический механизм для фиксации деталей. Это оборудование позволяет произвести не только ряд стандартных операций, но и внеосевое сверление.
Однако если вы желаете стать обладателем самого современного устройства этого производителя, то следует обратить внимание на модель SBL 700. На этом агрегате без особого труда можно обработать даже криволинейные заготовки, также не проблема и ступенчатый профиль. Производители постарались, и новое оборудование может работать с крупногабаритными деталями весом до 2,5 тонны. Безусловно, контролировать работу будет ЧПУ. Кроме того, вы сможете подключить станок к простому ПК и задать параметры обработки.
Оборудование Takisawa серии ТММ 250 оснащено парой токарных шпинделей и револьверных головок. Еще этот комбинированный станок укомплектован инструментальным магазином большой емкости (30 позиций, но при желании можно увеличить до 90). Работая на таком агрегате, нет необходимости делать переустановку деталей, за счет чего достигает отличная точность обработки. А благодаря сокращению вспомогательного времени, которое затрачивается на передачу детали, обеспечивается превосходная скорость. Устройство оснащено двумя 15-ти позиционными револьверными головками и приводом мощностью 3,7/5,5 кВт. Частота вращения достигает 6000 об/мин.
5 Каким должно быть рабочее место?
В этом пункте мы перейдем к практической части и рассмотрим общие правила использования. Не важно, эксплуатируете вы токарно-фрезерный станок по металлу либо по дереву, в любом случае особое внимание следует уделять технике безопасности. К работе допускаются только опытные специалисты, проследите, чтобы в мастерскую не проникли дети. Обязательно содержите рабочее место в чистоте и перед включением оборудования удостоверьтесь, что на нем нет посторонних предметов.

Прежде чем подключить комбинированный стан к сети, проверьте, чтобы переключатель находился в положении "OFF". Агрегат должен быть отключен от сети, если планируется техническое обслуживание либо регулировка. Никогда не оставляйте включенное устройство без присмотра. Обязательно проведите визуальный контроль машины на наличие механических повреждений и проверьте, все ли элементы зафиксированы достаточно надежно. В случае даже незначительных на ваш взгляд неисправностей оборудование к эксплуатации не допускается. Работать на нем можно только после устранения всех поломок.
Особое внимание уделите выбору рабочей зоны. В мастерской должно быть сухо, так как влага негативно скажется на работоспособности агрегата. Позаботьтесь, чтобы рабочее место хорошо освещалось. Используйте комбинированный станок только по предназначению. Обязательно во время работы надевайте соответствующую одежду, которая не должна быть чрезмерно свободной. Наличие ювелирных украшений, галстука, перчаток и т.д. может привести к травматизму.
Соберите длинные волосы, желательно спрятать их под головным убором. Выбирайте обувь на низкой нескользкой подошве. С помощью защитных очков вы убережете органы зрения от возможных повреждений. В мастерской должна быть установлена хорошая вытяжка, особенно это актуально во время шлифования и резания на высоких скоростях. Эти операции обычно сопровождаются сильным образованием вредной пыли, которая способствует заболеваниям органов дыхания. Можете совместно с вытяжной системой использовать и респиратор.