
- Оглавление
- Основные размеры резцов для внутренней резьбы
- Геометрия резца для внутренней резьбы
- Выбор резца для внутренней резьбы
- Режимы резания резьбовым резцом
- Маркировка
- Вы здесь
- Последние публикации
- Оглавление
- Виды трапецеидальных резцов
- Основные размеры резцов
- Геометрия трапецеидального резца
- Выбор трапецеидального резца
- Режимы резания
- Маркировка
- Главное меню
Оглавление

фото:резцы токарные резьбовые для внутренней резьбы
Шаг резьбы определяется размером резца, так как каждое изделие имеет свои пределы. Для выполнения широкого спектра операций требуется иметь несколько резцов, которые бы подходили по параметрам. Исходя из того, что резец токарный резьбовой для внутренней резьбы работает в самой заготовке, а не над ней, как это происходит с аналогичными инструментами для нарезки внешней резьбы, то они, как правило, заметно меньше по размерам. Резец резьбовой внутренний создается по ГОСТ 18885-82.
Особое устройство инструмента позволяет запросто справиться с нарезкой практически любой детали, подходящей по размеру, вне зависимости от ее формы и жесткости. При работе резец для внутренней резьбы располагается перпендикулярно нарезаемой поверхности. В ином случае может произойти уменьшение нарезаемого диаметра. Устройство можно встретить в самых различных областях промышленности, где создаются новые детали, которые соединяются между собой.
Резец для нарезания внутренней резьбы может иметь несколько видов, каждый из которых отличается по своим параметрам. Основным разделением, которое встречается в данном плане, является разделение на правые и левые инструменты. Распознать их можно, зная особенности конструкции. Левые, если наложить их на ладонь левой руки, чтобы пальцы шли к вершине, должны лежать главной режущей кромкой под большим пальцем этой ладони. Естественно, что метод установки изделия на станок также является соответствующим и противоположен правому.

Правый резец токарный резьбовой для нарезания внутренней резьбы кладется таким же образом на правую руку. Здесь также режущая кромка должна быть направлена к большому пальцу этой ладони. Функциональные отличия лежат только в направлении режущей части, хотя цели применения у них полностью совпадают.
Помимо направления возникают еще различия в размерах, так как это очень важный фактор, определяющий возможность той или иной заготовки, чтобы не испортить ее. По размеру также подбирается и шаг резьбы, так как при большой режущей кромке невозможно сделать маленький шаг.
Основные размеры резцов для внутренней резьбы
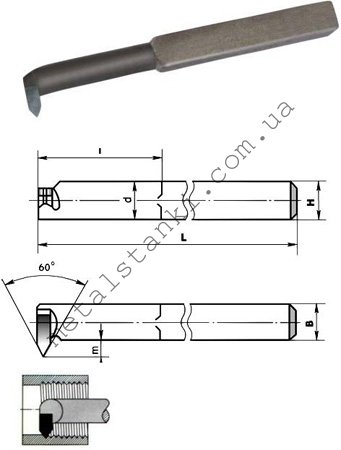
| Высота,мм | Ширина,мм | Длина,мм | Ширина режущей части,мм | Шаг резьбы,мм |
|---|---|---|---|---|
| 10 | 10 | 120 | 4 | 0,75-2,5 |
| 12 | 12 | 140 | 5 | 1-3 |
| 16 | 16 | 170 | 9 | 1,5-4 |
| 20 | 20 | 200 | 12 | 2-5 |
| 25 | 25 | 240 | 14 | 3-6 |
Материал изготовления, как и у большинства других токарных инструментов такого рода, здесь разделяется по основной рабочей части, так как держатель изготавливается из инструментальной стали. Резцы могут быть из быстрорежущей стали, в данном виде они не так часто встречаются, так как не очень востребованы, и из твердосплавных металлов, что более актуально при нарезании резьбы.
Геометрия резца для внутренней резьбы
Резец внутренней резьбы хоть и имеет узкую спецификацию, относительно других разновидностей, геометрия его углов во многом совпадает с ними, так как все основные элементы соблюдены, пусть и под другими величинами. Головка здесь является основной рабочей частью. Она крепится на стержне, который в свою очередь вставляется в держатель станка. Стружка сходит по передней поверхности, которая заточена так, чтобы отходы не мешали нормальной работе инструмента.
Главная кромка выступает основной режущей частью. Она располагается на пересечении главных передней и задней поверхностей инструмента. также существует и вспомогательная режущая кромка. Данная часть располагается в месте пересечения обоих вспомогательных поверхностей, задней и передней, на инструменте.
На месте пересечения вспомогательной и главной режущей кромки образуется вершина резца, которая и задействована в основной работе. В зависимости от конкретной модели, величина угла может несколько меняться.
Выбор резца для внутренней резьбы
Нарезка внутренней резьбы резцом требует большой ответственности, так как испортить заготовку можно не только неосторожным движением, но и неправильно подобранным резцом. Именно по этой причине стоит обращать внимание на размеры инструменты, и в частности, на шаг резьбы, который бы подошел для ваших целей. С материалами изготовления тут все понятно, так как отдается предпочтение твердосплавным металлам, которые хорошо переносят высокую температуру.
«Совет профессионалов! Для точного совмещения внутренней и наружной резьбы после обработки стоит использовать резцы от одного производителя и из одной серии.»
Режимы резания резьбовым резцом
Режимы резания при нарезании резьбы резцом просты в описании, но сложны в выполнении. Первым делом следует расположить главную режущую поверхность строго перпендикулярно обрабатываемой поверхности. Таким образом, достигается максимальная точность обработки. Следует определиться с необходимой скоростью вращения и продвижения, чтобы получить резьбу с нужным шагом. Скорость подачи резца должна быть постоянной, иначе на определенном этапе вкручиваться деталь не будет. Одинаковая подача резца является главным фактором, чтобы в итоге получилась нормальное рабочее изделие.
Маркировка
Резец резьбовой Т5К10, на примере которого можно рассмотреть маркировку, относится к инструментам с твердосплавными частями. Т5 обозначает, что содержание карбида титана в нем 5%, а К10 – содержание кобальта 10%.
Вы здесь
Последние публикации



Оглавление
Резцы для трапецеидальной резьбы являются токарным инструментом, который имеет весьма необыкновенную форму. Он затачивается по определенному шаблону, как это делается и в других инструментах нестандартной формы. Данное изделие нельзя отнести к наиболее распространенным, но они находят применение в промышленности, так как трапецеидальные резцы позволяют получить более сложное, и в то же время более надежное соединение деталей. Зачастую из этих инструментов делаются резьбы с большим шагом, так что они применяются преимущественно для крупных деталей.
Резец резьбовой трапецеидальный имеет относительно большую глубину погружения в деталь, поэтому, при длительном нарезании на инструмент возлагается большая нагрузка. Износ резцов можно сократить, если применять изделия из твердосплавных материалов и придерживаться правильных технологичных режимов. В машиностроении периодически возникает необходимость в нестандартных резьбах, так что резцы трапецеидальные оказываются весьма востребованными. Резец для трапецеидальной резьбы создается по таким ГОСТам как 18876-73, 9494-60 и 19257-73.

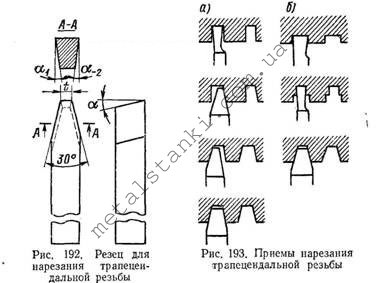
фото:резцы для нарезания трапецеидальной резьбы
Уникальная конструкция самого изделия помогает добиться нужного результата, который не даст ни один другой резец. Главное, чтобы его жесткость превосходила жесткость заготовки, иначе все может быстро сломаться и начнут проявляться дефекты резцов, которые будут отражаться на качестве производимых операций.
Виды трапецеидальных резцов
Существуют резцы для внутренней трапецеидальной резьбы и для внешней. Первые обладают меньшими размерами, так как их приходится помещать внутри обрабатываемых цилиндрических поверхностей. При работе с ними мастер действует практически вслепую, так как не видно результата действий. По этой причине следует строго соблюдать режимы резания. Внешние резцы обладают большими размерами, но это не единственная их особенность, так как углы расположения режущих частей у них построены таким образом, чтобы после нарезания детали могли безпроблемно и надежно соединиться. Для этого используются сложные формы, которые не видны в других инструментах этого типа.
Помимо этого изделия разделаются на правые и левые, что зависит от направленности резца, который закреплен в станке. Естественно, что это оказывает влияние и на резьбу, так как для внутренней и внешней нужно использовать вещи одной направленности, иначе ни о каком нормальном соединении не может быть и речи. Резец резьбовой для нарезания трапецеидальной резьбы может иметь еще различные размеры и материалы изготовления, так что нужно знать, с какими заготовками будет вестись работа, чтобы сделать правильный выбор.
Основные размеры резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 10 | 10 | 120 |
| 12 | 12 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 240 |
Резцы для упорной резьбы изготавливаются как из твердосплавных материалов, которые отлично подходят для жестких материалов и могут отлично противостоять вибрациям и повышению температуры, возникающему во время длительной работы.
Геометрия трапецеидального резца
Внешний вид данного инструмента заметно выделяется среди остальных, так что его можно легко отличить от остальных. Но здесь имеются практически все основные элементы, встречающиеся в стандартных резцах.
Основной режущей частью является главная кромка инструмента, которая располагается там, где пересекаются передняя и задняя поверхность резца. Также на нем имеется и вспомогательная кромка. Эта часть располагается там, где пересекаются передняя и задняя вспомогательная кромка.
Пересечением главной и вспомогательной вершиной режущей кромки называется вершина резца. Она выполняет основную работу по нарезке резьбе и задает ее формую. Головка является главным рабочим элементом, так как стержень служит только для закрепления в станке.
Выбор трапецеидального резца
Нарезание трапецеидальной резьбы резцом является довольно сложным процессом, многое в котором зависит от правильности выбора инструмента.
«Совет профессионалов! Нередко резцы данного типа обрабатываются мастерами самостоятельно для получения нужных размеров, так что при этом не стоит забывать об обработки другого инструмента, который будет нарезать внутреннюю или внешнюю резьбу.»
При выборе особое внимание стоит обращать на заточку инструмента. Когда подбирается резьба трапецеидальная, то заточка резца должна соответствовать размерам заготовки. Ширина прореза и его глубина должна быть пропорциональна обрабатываемой детали. Большие инструменты, как правило, сталкиваются с большим количеством нагрузок, поэтому, температура резца во время работы заметно повышается. Необходимо отдавать предпочтение, в таком случае, твердосплавным материалам. При небольшом погружении с мелким шагом в заготовках из мягкого металла подойдут и инструменты из быстрорежущей стали.
Режимы резания
Нарезание трапецеидальной резьбы резцом нередко происходит в несколько заходов. Эта необходимость возникает по той причине, что здесь нет очень острых углов, как это видно в других деталях. Главная режущая кромка должна быть расположена параллельно нарезаемой оси. Задний угол должен иметь отклонение примерно в 6-8 градусов. В свою очередь это должно быть всего на 2 градуса выше угла подъема, под которым расположена линия подъема. Здесь нужно строго соблюдать все правила установки, так как при повторном проходе действия должны точно повторять предыдущие, для чего и разрабатывается сложная система заточки. Сам процесс осуществляется простыми равномерными поступающими движениями.
Маркировка
На примере реза ВК15 можно рассмотреть особенности маркировки этих изделий. Данная марка относится к быстрорежущей стали твердых сплавов вольфрамовой группы. Содержания карбида вольфрама в ней составляет 85%, а кобальта (К15) – 15%.
Главное меню
| Нарезание прямоугольной и трапецеидальной резьб |
| Добавил(а) Administrator |
| 18.12.11 22:00 |
|
Нарезание прямоугольной и трапецеидальной резьб считается одной из наиболее сложных токарных работ. Эти резьбы изготовляют однозаходными и многозаходными.
Второй способ. Главную режущую кромку а’ б’ устанавливают перпендикулярно боковым стенкам резьбы, как показано на рис. 323, справа. В этом случае обе боковые режущие кромки будут резать одинаково хорошо, но профиль резьбы а, не будет точно совпадать с профилем резца, — дно канавки получится не плоским, а вогнутым. По этой причине такой установкой обычно пользуются только для чернового нарезания канавки. При чистовых проходах резец должен быть установлен согласно рис. 323, слева. В этом случае необходимо следить, чтобы вершина резца находилась точно на высоте центров.
Нарезание наружной трапецеидальной резьбы. Трапецеидальная резьбы имеет профиль трапеции с углом при вершине 30°. Наклон боковых сторон профиля трапецеидальной резьбы облегчает сход стружки и позволяет нарезать ее более чисто и точно, чем прямоугольную. Угла заточки и способы установки резцом такие же, как и при нарезации прямоугольных резьб. В зависимести от размеров, точности и чистоты трапецеидальную резьбу можно нарезать одним, двумя, тремя и четырьмя резцами. Мелкая трапецеидальная резьба нарезается одним резцом с режущей частью, соответствующей профилю резьбы; крупная резьба нарезается двумя, тремя или четырьмя резцами.
Нарезание трапецеидальной резьбы четырьмя резцами показано на рис. 326. Прорезным резцом, имеющим ширину, равную ширине канавки на внутреннем диаметре, предварительно прорезают впадину (канавку) на глубину внутреннего диаметра резьбы (рис. 326, а). После этого устанавливают трапецеидальный резец с кромкой, несколько меньшей ширины профиля нарезаемой резьбы, и нарезают им сначала правую, а потом левую сторону резьбы (рис. 326, б, в). Окончательная отделка профиля производится резьбовым резцом (рис. 326, г), профиль режущей части которого соответствует профиля резьбы.
На рис. 327 показаны более производительные приемы нарезания трапецеидальной резьбы прорезным и двумя подрезными резцами. Сначала прорезным резцом, имеющим ширину, равную полной ширине канавки у дна, прорезают канавку до внутреннего диаметра (рис. 327, а). Далее применяют два подрезных резца — левый и правый. Левым подрезным резцом срезают левый боковой уступ, а правым подрезным резцом — правый уступ. Хотя этот способ и проще предыдущего, однако он доступен лишь токарям высокой квалификации.
Для нарезания трапецеидальной резьбы применяют резцы с пластинками из твердого сплава Т15К6. Нарезание производится двумя резцами — черновым и чистовым. Черновой резец (а) имеет угол профиля 50°, передний угол γ = -3° и задний угол а = 3-5° (для повышения прочности резца). Чистовой резец (б) имеет угол профиля, равный углу профиля резьбы (в данном случае 40°). Нарезают резьбы за 6-7 проходов с глубиной врезания 0,6-0,7 мм, причем последний проход — зачистной; при этом скорость резания — от 155 до 450 м/мин при обработке стали резцами, оснащенными твердым сплавом Т15К6.
Проверка профиля резьбы. Для проверки профиля впадины трапецеидальной и прямоугольной резьб применяют шаблоны, изготовляемые для каждого профиля и каждого шага резьбы. На рис. 330 показана проверка шаблоном профиля трапецеидальной резьбы. Шаблон устанавливают перпендикулярно к винтовой линии резьбы и по его прилеганию к боковым стенкам резьбы (отсутствие просвета) определяют правильность профиля впадины. Нарезание внутренней трапецеидальной резьбы. Нарезают внутреннюю резьбы так же, как и наружную того же профиля. Резьбы с шагом до 3 мм нарезается сразу одним резцом с профилем режущей части, соответствующей профилю резьбы. Резец в резцедержателе устанавливается точно по шаблону.
|










