
Учитывая довольно приличную стоимость гидравлических, пневматических и вакуумных прессов, любая столярная мастерская на начальном этапе развития реализует свои оригинальные технологические решения с самоделками и самопалами. Некоторые довольно удачные, некоторые оказываются ошибкой. Об одном из таких решений данная маленькая статейка.
В одной из столярных мастерских, в которой работаю и на момент написания статьи, столкнулся вот с таким прессом.


Данная конструкция,общих габаритов 1500х3000мм представляет из себя сварной каркас, состоящий из четырех прямоугольных «колец», двух «плит», между которыми обжимается заготовка и пары рельс, дающих возможность выдвигать нижнюю плиту, для удобства закладывания заготовок.
Рабочая ширина прессования 1200мм. с небольшим запасом и длина 2600мм. с возможностью подложить какой либо длинный плитный материал сверху и снизу заготовок и прессовать до 2800-2900мм. дожимая высовывающиеся края струбцинами.
Плиты изготовлены из фанеры. Иными словами это ни что иное как просто фанерные короба, усиленные изнутри ребрами жесткости из той же фанеры. Короба довольно прочные и ровные, но при давлении легко деформируются.

 Вы наверное обратили внимание на винт, который фиксирует верхнюю плиту. Он служит только для того, чтобы притянуть плиту к верхней части сварного каркаса — создать ровный «потолок». Таких винтов четыре и регулируются они торцевым ключом сверху.
Вы наверное обратили внимание на винт, который фиксирует верхнюю плиту. Он служит только для того, чтобы притянуть плиту к верхней части сварного каркаса — создать ровный «потолок». Таких винтов четыре и регулируются они торцевым ключом сверху.
 Между верхней плитой и внутренней горизонтальной плоскостью сварного каркаса — короба из фанеры, тоже имеющие ребра жесткости изнутри. Они служат ограничителями рабочей высоты прессования. говоря простым языком — это прокладки. Чем тоньше прокладка, тем больше возможная толщина прессуемых заготовок. Винты плотно прижимают фанерный короб к прокладкам и дают возможность выравнивать кривизну верхней плиты дополнительными подкладками (полоски МДФ и ДСП на прокладках).
Между верхней плитой и внутренней горизонтальной плоскостью сварного каркаса — короба из фанеры, тоже имеющие ребра жесткости изнутри. Они служат ограничителями рабочей высоты прессования. говоря простым языком — это прокладки. Чем тоньше прокладка, тем больше возможная толщина прессуемых заготовок. Винты плотно прижимают фанерный короб к прокладкам и дают возможность выравнивать кривизну верхней плиты дополнительными подкладками (полоски МДФ и ДСП на прокладках).
Эта система позволяет ослабить винты, выставить необходимую толщину прессования, выровнять плоскость верхней плиты и зажать, создавая прочную ровную поверхность. Подобную трудоемкую процедуру совершают довольно редко, обычно рабочей высоты подъема нижней плиты (60-65мм.) хватает для решения большинства задач — фанерования шпоном заготовок толщиной от 2-3мм. до 40-50мм. или для склейки заготовок суммарной толщиной не превышающей 50мм. Разницу в толщине обычно компенсируют 2-3 листами плитного материала, просто положенных на нижнюю плиту пресса.

 Подъем нижней плиты осуществляется следующим образом. Под плитой, которая задвигается в каркас по рельсам расположены два сварных обруча. Каждый сварной обруч, в свою очередь состоит из верхнего и нижнего кольца, содержащего внутри простую камеру от колеса автомобиля. Нижняя часть (кольцо) имеет ребра жесткости и приварено к основанию каркаса пресса. Верхняя часть (кольцо) приварено к металлическому листу квадратной формы и зашито фанерой. Верхнее кольцо находится в свободном движении, то есть если мы включим пресс убрав нижнюю плиту, их просто выдавит наверх автомобильная камера.
Подъем нижней плиты осуществляется следующим образом. Под плитой, которая задвигается в каркас по рельсам расположены два сварных обруча. Каждый сварной обруч, в свою очередь состоит из верхнего и нижнего кольца, содержащего внутри простую камеру от колеса автомобиля. Нижняя часть (кольцо) имеет ребра жесткости и приварено к основанию каркаса пресса. Верхняя часть (кольцо) приварено к металлическому листу квадратной формы и зашито фанерой. Верхнее кольцо находится в свободном движении, то есть если мы включим пресс убрав нижнюю плиту, их просто выдавит наверх автомобильная камера.
 К автомобильным камерам подведен шланг, пара ручек, перекрывающих доступ воздуха и датчик давления. Каждая из ручек перекрывает доступ к отдельной камере, но насколько понял, необходимости в этом нет, можно установить и одну ручку — система все равно работает от одного шланга и надуваются обе камеры синхронно.
К автомобильным камерам подведен шланг, пара ручек, перекрывающих доступ воздуха и датчик давления. Каждая из ручек перекрывает доступ к отдельной камере, но насколько понял, необходимости в этом нет, можно установить и одну ручку — система все равно работает от одного шланга и надуваются обе камеры синхронно.
Возможно Михаил — человек который проектировал и изготовлял пресс, допускал возможность перекоса и заклинивания конструкции… если вспомню, при встрече обязательно поинтересуюсь.
Вот так на вскидку не скажу в цифрах давление на 1 сантиметр квадратный, но ориентируясь на датчик давления прессуем обычно до цифры 1 — как правило даже на 0,8. Этого вполне хватает для фанерования заготовок шпоном 0,6мм. При избыточном давлении, свыше данного показателя пресс начинает выгибать. Сварной каркас лишенный продольных направляющих снизу и сверху начинает немного стягивать края. При ослаблении давления пресс принимает свою обычную форму, без видимых последствий, но если прессовать не очень внимательно — пару заготовок загубить можно легко. Надуваются камеры простым компрессором.
У конструкции есть недостатки и их не мало, одним из которых является и выступающие за пределы каркаса рельсы… но все решаемо и на основе этого пресса, основательно продумав конструкцию можно своими силами сделать превосходный пресс. В целом, если усилить каркас продольными направляющими, уменьшить ширину и убрав рельсы (просто заменив переднюю пару металлических колес обычными) — мы получим вполне удобную, надежную и доступную по стоимости конструкцию, которая позволит небогатому читателю заработать на пресс промышленный. Ну а состоятельного читателя эта статья едва ли заинтересует )).
Ну все, надеюсь было интересно. До новых встреч.
Для выполнения многих работ в условиях производственных и домашних мастерских очень удобно использовать пресс пневматического типа, который, развивая достаточное усилие, значительно облегчает процесс проведения многих технических процедур. В частности, применяя такое оборудование, можно выполнять гибку изделий из металла, осуществлять высечные технологические операции и безударную клепку, использовать усилие, которое создает такой пресс, для склеивания изделий из древесины и горячего тиснения. Очень удобно, что изготовить простейший, но достаточно эффективный пресс пневматического типа можно своими руками, причем для этого не потребуются дорогостоящие расходные материалы и специальное оборудование.
Самодельный пневмопресс из газового поршня офисного кресла
Подготовка комплектующих
Прежде чем приступать к самостоятельному изготовлению пресса пневматического типа, следует разобраться в принципе его работы. Если гидравлические прессы приводятся в действие благодаря гидронасосу, то в прессовом оборудовании пневматического типа для этих целей используется устройство, вырабатывающее сжатый воздух. В качестве такого устройства может использоваться компрессор или воздушный насос. Сжатый воздух определенного давления подается в пневмоцилиндр или в мембранно-пружинный пневмопривод, на выходном штоке которых и создается требуемое давление.

Устройство газлифта офисного кресла позволяет использовать его в качестве пневматического толкателя
Следует иметь в виду, что пневматические прессы, если сравнивать их с гидравлическими, создают меньшее давление, но во многих случаях его бывает достаточно для выполнения определенных технологических операций.
Итак, для того чтобы сделать простейший пневмопресс, нужно подготовить:
- пневматический амортизатор (такие амортизаторы устанавливаются на офисные и компьютерные кресла);
- воздушный насос или небольшой компрессор;
- резьбовой штуцер диаметром 3 мм;
- соединительный шланг.

Для легкого снятия газлифта с крестовины нанесите проникающую смазку, удалите фиксирующую шпонку и аккуратно выбейте деталь из конусного соединения
Процесс изготовления
Сам процесс изготовления пресса, основой которого будет служить пневматический амортизатор от кресла, осуществляется по следующему алгоритму.
- На боковой части пневматического амортизатора от кресла, используя маркер, отмечают место, на котором будет установлен резьбовой штуцер.
- На отмеченном месте выполняют отверстие соответствующего диаметра, в котором нарезают резьбу для установки штуцера.
- Штуцер вкручивают в подготовленное отверстие, для чего лучше использовать уплотнительную ленту.
- На верхнюю часть штуцера надевают шланг, для более надежной фиксации которого лучше использовать хомут соответствующего размера.
- Второй конец шланга соединяют с выходным штуцером воздушного насоса или компрессора и также фиксируют при помощи хомута.

Разметка места установки штуцера

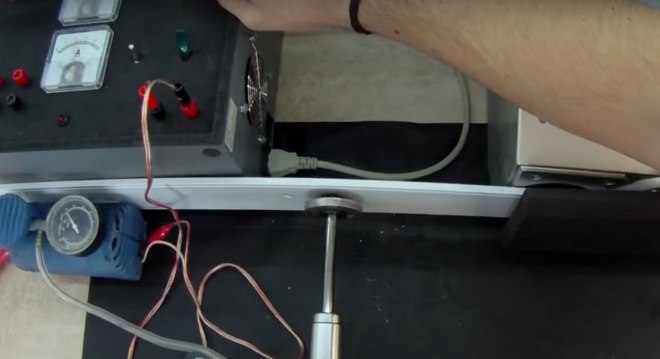
Теперь, когда пневмопресс полностью собран, можно испытать его в работе, для чего достаточно включить воздушный насос или компрессор. После того как воздух из подающего его устройства начнет поступать во внутреннюю часть пневматического амортизатора, выходной шток должен начать двигаться. Если такое движение происходит, то это свидетельствует о правильности выполненных действий.
Проверка работоспособности механизма
Чтобы сделать пресс пневматический настольный более удобным и эффективным в использовании, на рабочем конце его штока можно зафиксировать металлический круг небольшого диаметра, который, воздействуя на обрабатываемое изделие, будет создавать давление на большей площади.
Пресс предложенной выше конструкции при необходимости несложно доработать. В таком же виде его можно использовать для выполнения простейших операций по гибке и высечке. При желании полученную конструкцию можно зафиксировать на основании самого пневматического кресла, где для него уже есть посадочные отверстия. Поступив таким образом, вы получите более удобное в использовании устройство, установленное на надежном основании.
Как сделать функциональный пневматический пресс
Как уже говорилось выше, прессы пневматического типа можно использовать для выполнения горячего тиснения, а также для фанерования шпоном любых древесных материалов (натуральный массив, ДСП, МДФ и др.). Однако для решения таких задач применяется не обычный, а горячий пневматический пресс, который также можно изготовить своими руками. Основное отличие данного пресса от устройства обычного типа заключается в том, что его рабочий орган, который оказывает давление на обрабатываемое изделие, должен нагреваться до определенной температуры.

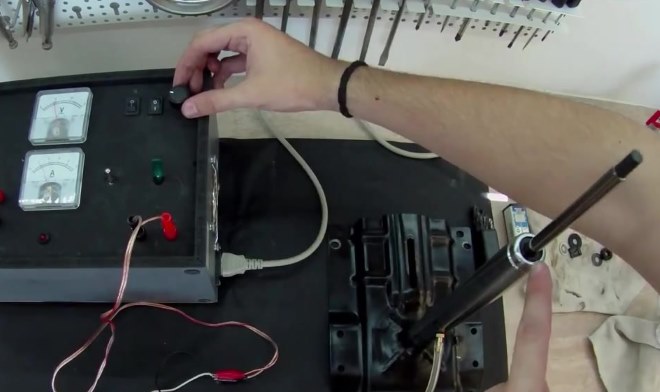
Нагрев будет производится с помощью ТЭН-ов
Для того чтобы обеспечить нагрев рабочего органа пневматического пресса, в последний необходимо встроить электрические ТЭНы, а сам рабочий орган для обеспечения лучшей теплопроводности изготовить из алюминия. Конструкция пресса пневматического горячего типа обязательно дополняется электрической схемой, состоящей из двух независимых частей:
- электронного блока, который отвечает за включение и нагрев электрических ТЭНов (основным элементом такого блока является контроллер температуры, позволяющий поддерживать ее с точностью до половины градуса);
- блока, который будет обеспечивать управление самим воздушным клапаном (благодаря наличию такого блока можно не только управлять процессом подвода рабочего органа к поверхности обрабатываемого изделия (а также отвода от нее), но и регулировать время выдержки пресса в сжатом состоянии).

Терморегулятор с выходом под твердотельное реле
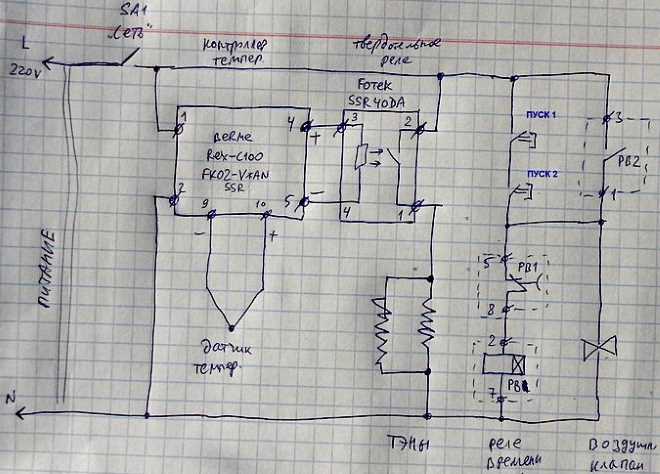
Электрическая схема пресса с нагревательными элементами
Используя такой пресс с различными рабочими насадками, можно решать многие практические задачи, к которым, в частности, относятся:
- выполнение горячего тиснения на изделиях из кожи (обувь, сумки и др.);
- горячая склейка элементов обуви;
- фанерование шпоном изделия из древесины;
- оформление обложек книг, изготовленных из кожи или кожзаменителя.
В заключении ещё один вариант пресса с подогревом для облицовки мебельных панелей, в котором используется элементы электрического теплого пола.
Гидравлический пресс относится к классу гидравлических машин, предназначенных для обеспечения значительного давления на требуемую поверхность. Основным его достоинством является возможность создания такого усилия, которое во много раз превосходит первоначальное воздействие. В технической литературе подобные машины носят имя своего изобретателя. Ещё в 1795 году английский изобретатель Джозеф Брам получил патент на этот аппарат. Из этой статьи вы узнаете, как изготовить гидравлический пресс своими руками.
 основан на одном из основных законов гидродинамики – Законе Паскаля. В соответствии с этим законом давление жидкости или газа распределяется равномерно на все точки внутренней поверхности сосуда, в котором находится.</p><p>Если в сосуде в качестве одной стенки использовать поверхность, которая может двигаться, жидкость будет производить на неё давление, и она придёт в движение. В прессах такая поверхность выполняется в форме поршня. Величина силы, действующей на поршень, при прочих равных параметрах будет определяться площадью поверхности поршня. Чем больше площадь поверхности поршня, тем больше величина воздействующей на него силы. Этот эффект позволяет получить серьёзный выигрыш в результирующей силе. Этот физический закон и позволяет реализовать гидросхему пресса.</p><p>Конструктивно устройство гидравлических прессов очень похоже. Они выполнены в виде двух сообщающихся сосудов. Поэтому для них применимы все физические законы, которые действуют в сообщающихся сосудах. Если в одном из сосудов изменяется уровень жидкости в сторону уменьшения, то во втором сосуде уровень жидкости повысится. Это приведёт к увеличению давления на все стенки сосуда. В гидравлическом прессе – это давление на поршень.</p><p>Для увеличения объёма рабочей жидкости в гидравлическом цилиндре в конструкции пресса предусмотрен специальный резервуар. Так как в гидравлическом прессе жидкость находится под высоким давлением, предусмотрена специальная система безопасности. Она включает два клапана: нагнетательный и запирающий кран.</p><h2>Классификация гидравлических прессов</h2><p>Все гидравлические прессы конструктивно состоят из деталей одинакового назначения. Принципиальным отличием является способ увеличения давления рабочей жидкости (обычно это так называемое индустриальное масло). В современных прессах этот процесс происходит двумя способами: вручную (для небольших прессов это осуществляется с помощью ручных конструкций), с помощью автоматического привода (для стационарных прессов большой мощности).</p><p>В литературе по металлообработке классификация прессов производится по следующим отличительным признакам:</p><ul><li>техническому назначению: для компрессионного (прямого) прессования или литьевого (трансферного) прессования;</li><li>конструкции станины. Они бывают двух видов: колонные или рамные;</li><li>уровню автоматизации (с ручным управлением, полуавтоматическим или полностью автоматическим управлением);</li><li>направлению прикладываемого усилия: в горизонтальном направлении, строго вертикально или под заранее заданным углом;</li><li>месту расположения рабочего цилиндра в конструкции пресса: с расположением в нижней части пресса или верхней части;</li><li>числу допустимых позиций прессования: в одной позиции или многопозиционные прессы.</li></ul><p>Кроме компоновки классификацию производят по следующим техническим параметрам:</p><ul><li>габаритные размеры;</li><li>масса в полной комплектации;</li><li>величина хода поршня;</li><li>мощность (величина создаваемого усилия)</li><li>наличие в конструкции пресса датчиков и измерительных приборов, например, манометра;</li><li>характеристики используемой станины (форма, место расположения, материал).</li></ul><h2>Гидравлический пресс для СТО</h2><p>На станциях технического обслуживания автомобилей можно провести отдельные ремонтные работы только с помощью гидравлического пресса. К задачам автомобильного пресса относятся:</p><ul><li>установка и демонтаж подшипников, вкладышей, шайб, других деталей, которые необходимо впрессовывать;</li><li>работы, связанные со штамповкой и калибровкой;</li><li>кузовные и ремонтные работы, где требуется изменение конфигурации металлической детали. Производства выравнивания, правки или изгиба, то есть придания требуемой формы.</li></ul><p>В большинстве случаев пресс для СТО имеет ручное управление или автоматический привод. Такие агрегаты имеют следующую компоновку:</p><ul><li>движение рабочего поршня происходит сверху вниз;</li><li>создание требуемого давления в рабочем цилиндре осуществляется ручным приводом или с помощью подключенного компрессора. Второй способ существенно увеличивает скорость работы всего агрегата;</li><li>функционально это многопозиционные прессы. Имеется возможность дополнительной установки различных насадок. Это существенно расширяет количество выполняемых операций.</li></ul><p>К основным техническим характеристикам относят допустимое максимальное усилие (оно обычно изменяется в пределах от пяти до двадцати тонн) и величину хода поршня. Первый параметр позволяет определить возможности пресса по работе с какими по толщине деталями можно работать. Второй параметр определяет габариты обрабатываемых деталей.</p><p>Иногда на СТО, в ремонтных мастерских, частных гаражах применяют так называемые настольные модели гидравлических прессов. К таким прессам предъявляют такие же требования, как и к стационарным, с учётом их размещения и конструктивной компоновки.</p><p><iframe src=)
При» эксплуатации гидравлического пресса в условиях мастерской следует учитывать налагаемые ограничения на габариты обрабатываемых деталей и реальные размеры самого помещения, где установлен пресс. Поэтому для оптимизации рабочего пространства на СТО или в гараже применяют гидравлические пресс, имеющий небольшие геометрические размеры и массу.
Гидравлический пресс своими руками для дома
Для многих любителей ремонтировать свой автомобиль самостоятельно, заниматься индивидуальной предпринимательской деятельностью по ремонту автомобилей, или просто делать что-то полезное для дома, дачи, садового участка возникает необходимость иметь среди своих инструментов небольшой гидравлический пресс.
Самодельный пресс для гаража поможет автолюбителю производить замену подшипников и сайлентблоков. Гнуть металлические детали, склеивать, изготавливать брикеты, выдавливать масло и различные жидкости. Для этого могут применяться: пресс гидравлический ручной, ручной пресс для металла, пресс из гидравлического домкрата. Гаражный пресс достаточно легко изготовить своими руками. Такой пресс может быть гидравлическим или механическим. По форме исполнения самодельный может быть настольным, напольным, мини прессом, винтовым. Если планируется проводить только не сложные работы целесообразно изготовить несложный ручной пресс. Для этого можно использовать упрощённую гидросхему и не очень массивную конструкцию станка.
Даже несложный ручной гидравлический пресс, изготовленный в промышленных условиях, стоит достаточно дорого. Поэтому многие домашние мастера стараются изготовить пресс в гараж своими руками. Обычно стараются изготовить пресс с домкратом своими руками. Расходы определяются ценой требуемых материалов.
Конструкции самодельных гидравлических прессов можно разделить на две категории. С вертикальным и горизонтальным расположением используемого домкрата. Поэтому на чертежах необходимо проектировать конструкцию с учётом выбранной схемы компоновки. Опыт эксплуатации таких самодельных агрегатов показывает, что наиболее целесообразно применять домкрат, который имеет ручной гидравлический насос. Его лучше выбирать заводского исполнения. Причём стараются выбрать автомобильный домкрат, изготовленный известной и проверенной фирмой. Это обеспечит надёжность и долговечность эксплуатации всего агрегата. Наиболее целесообразно использовать домкраты, так называемого бутылочного типа.
Следующим шагом разрабатывается чертеж гидравлического пресса. Принимается решение, по какой схеме будет работать будущий агрегат. Если выбрана вертикальная схема компоновки, необходимо определиться, где будет закреплён домкрат. Он может быть расположен или снизу на станине, или сверху. Нижнее расположение упрощает систему его крепежа к станине. Верхнее расположение, наоборот, требует более тщательной проработки системы крепежа для обеспечения надёжности и безопасности при эксплуатации.
При выборе схемного решения необходимо ознакомится с требованиями завода изготовителя, к условиям эксплуатации, выбранного домкрата. Для большинства выпускаемых домкратов разрешается расположение домкрата только штоком вверх. Применение другой схемы компоновки запрещено. Горизонтальный вариант применяется в прессах, предназначенных для ремонта автомобильных узлов.
Для любого варианта компоновки основным несущим элементом является мощная станина. Перед её изготовлением необходимо тщательно разработать чертёж, предусмотрев все необходимые детали. Для обеспечения высокой прочности и надёжности её выполняют сварной из стального проката.
В процессе работы весь каркас подвержен большим нагрузкам, как по вертикали, так и по горизонтали. В соответствии со спецификой своей работы домкрат создаёт разнонаправленное мощное усилие. Он одновременно оказывает давление на верхнюю и нижнюю части рамы. Поэтому целесообразно производить расчёт рамы, выбор необходимого материала, обеспечить качество сварки с учётом требуемого запаса устойчивости и прочности.
Допустимый внутренний размер рамы, то есть расстояние от нижней точки станины до верхней полки, складывается из параметров, которые заданы для следующих деталей:
- длина домкрата (определяется заданными характеристиками завода изготовителя);
- максимальная длина свободного хода поршня;
- максимально допустимый размер по высоте обрабатываемых деталей;
- предполагаемыми размерами склеиваемых деталей.
Выбранная схема конструкции гидравлического пресса определяет взаимное расположение домкрата и системы крепления. В первой схеме домкрат крепится внизу на станине. Система крепления деталей – сверху. Получается вертикальный гидравлический пресс. Во второй схеме наоборот – домкрат крепится сверху, а система крепления снизу.
Для обеспечения быстрого возврата пресса в исходное состояние предусмотрены две пружины. Каждая из них одним концом крепится снизу к основанию. Второй конец закрепляется сверху на подвижной платформе. Жёсткость обеих пружин должна быть достаточно высокой. Кроме этого они должны быть одинаковой длины и равные по коэффициенту упругости. Это необходимо для недопущения перекосов во время движения.
Во второй схеме компоновки обрабатываемая деталь помещается на станину. Домкрат, наоборот, крепится к платформе, расположенной сверху. Для обеих схем компоновки предусматривается специальное гнездо для крепления домкрата. Обычно такое гнездо изготавливают из отрезка стальной трубы, который приваривается к месту крепления. Внутренний диаметр трубы должен соответствовать внешнему диаметру домкрата.
Опыт эксплуатации самодельных прессов в различных условиях показал, что для расширения функциональных возможностей и повышения удобства эксплуатации целесообразно предусмотреть регулировку длины свободного хода поршня применяемого домкрата. С этой целью в некоторых аппаратах в верхней части рамы крепят дополнительную плиту, снабжённую ручным приводом. Это позволяет обеспечить её свободное перемещение и увеличить допустимый размер обрабатываемых деталей.
При наличии достаточного опыта слесарных работ изготавливают дополнительный съемный упор. Его положение фиксируют внутри рамы. Наиболее удобным считается соединение при помощи болтов и гаек. Кроме этого для расширения функциональных возможностей изготавливают набор сменных вставок различной толщины и конфигурации.
Далее монтируют основание всей конструкции. Обычно её выполняют из швеллера. Затем на получившийся прямоугольный каркас накладывают подготовленную стальную пластину и приваривают её. Далее приступают к сварке самой рамы. Сваривают между собой верхнюю часть и приваривают к ней боковые стойки. По завершении сборки конструкция рамы будет иметь П-образный вид. Точность конструкции проверяют с помощью измерительного инструмента. Должны быть строго выдержаны геометрические размеры и соблюдена заданная форма. В местах сварки должны получиться прямые углы. Это позволит обеспечить жёсткость конструкции. Сохранение геометрических размеров и пропорций позволяет обеспечить безопасность при эксплуатации. Полученную конструкцию аккуратно приваривают к подготовленной станине.
Затем приступают к изготовлению подвижной платформы. Её изготавливают из швеллера. Для соблюдения точного поступательного движения к раме крепятся направляющие. Они изготавливаются из двух стальных полос. Размер каждой полосы выбирается исходя из ширины рамы самого пресса. Обе крепят к боковым сторонам платформы, например, болтами.
На последнем этапе сборки закрепляют домкрат. Как уже было отмечено выше, для этого подготовлены специальные гнёзда. Подобная схема сборки удобна тем, что она позволяет легко извлекать вставленный домкрат. Например, для ремонта гидравлического пресса, для использования его по прямому назначению или проведения профилактических работ.
В предложенной методике сборки присутствует большое количество сварочных работ. Если вы сами не можете их произвести качественно, лучше обратиться за помощью к специалисту. Именно качество сварки всех деталей обеспечит надёжность и безопасность работы собранного самостоятельно гидравлического пресса.
Если технологически всё собрано правильно, необходимо провести пробные испытания на щадящих режимах. Только после проверки можно приступать к полной эксплуатации собранного гидравлического пресса.
Инструменты и материалы для изготовления
Для изготовления гидравлического пресса, способного служить надёжным помощником потребуются обыкновенные инструменты, и не дефицитные материалы:
- сварочный аппарат (заводской или самодельный);
- инструмент для резки металла (это может быть ручная ножовка или шлифовальная машина, так называемая болгарка);
- гидравлический домкрат (лучше заводского исполнения);
- металл необходимого профиля, толщины и размеров;
- мощные пружины, которые будут выполнять роль возвратного механизма.
Материалом для каркаса такого пресса необходимо выбирать металлопрокат:
- стальной лист. Из него изготавливают основание пресса, поэтому толщина составлять минимум 8 мм;
- стальная полоса. Она необходима для изготовления направляющих. Кроме этого такая полоса может пригодиться, для создания рёбер жесткости, если они потребуются. Её толщина выбирается в 10 мм;
- прямоугольные или квадратные швеллеры;
- металлический уголок. Целесообразно использовать уголок с размером полки не меньше 50 мм;
- небольшой кусок металлической трубы. Он необходим для изготовления специальных гнезд, которые обеспечат крепление домкрата.
Следовательно, чтобы взяться за изготовление гидравлического пресса в домашних условиях, необходимо иметь навыки работы с обработкой металла, владеть простейшими приёмами сварки, обладать опытом сборки металлических конструкций. Если собрать всё правильно, пресс будет хорошим помощником в ваших работах в гараже или на даче.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
>