
Электродуговая сварка – наиболее широко применяемая группа процессов сварочной технологии.
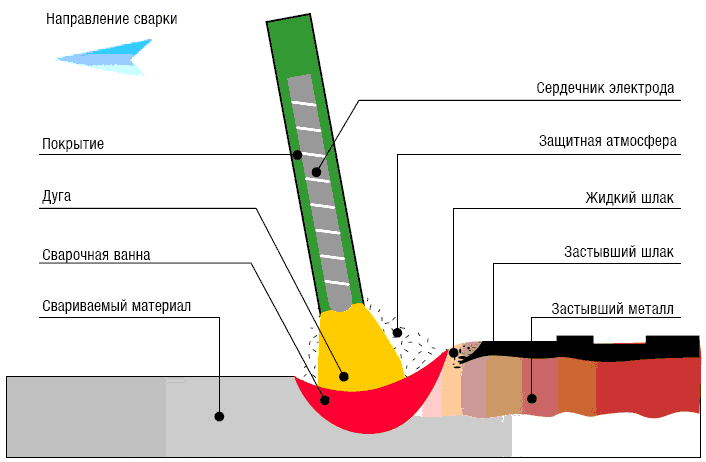
При электродуговой сварке кромки соединяемых деталей расплавляются электрическим дуговым разрядом. Для сварки необходим сильноточный источник питания низкого напряжения, к одному зажиму которого присоединяется свариваемая деталь, а к другому – сварочный электрод. Электрическая дуга представляет собой устойчивый длительный электрический разряд между двумя электродами в ионизированной газовой среде. Дуга состоит из анодной области, катодной области и столба. Главная роль дугового разряда – преобразование электрической энергии в теплоту. Температура дуги на оси газового столба достигает 6000. 7500°С, что позволяет расплавить практически все металлы и сплавы. На поверхностях анода и катода температура дуги снижается до 3500 – 4000 0С. Столб дуги окружен пламенем (ореолом). Из-за большого концентрации тепла и высоких температур при сварке тонкого или легкоплавкого металла, а также чувствительных к перегреву высокоуглеродистых, нержавеющих и легированных сталей электрическую дугу питают током обратной полярности. То есть минус источника тока подключают к изделию.
В результате очень высоких температур дуги возникают опасные факторы: интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное) и интенсивное тепловое (инфракрасное) излучение свариваемых изделий и сварочной ванны.
Интенсивность излучения и его спектральный состав зависят от мощности дуги, применяемых сварочных материалов, защитных и плазмообразующих газов и т.п. При отсутствии защиты возможно поражение органов зрения (электроофтальмия, катаракта и т.п.) и кожных покровов (эритемы, ожоги и т.п.). А интенсивность инфракрасного (теплового) излучения зависит от температуры предварительного подогрева изделий, их габаритов и конструкций, а также от температуры и размеров сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения может приводить к нарушениям терморегуляции вплоть до теплового удара. Контакт с нагретым металлом может вызвать ожоги.
Электрическая дуга возникает в результате сильного нагрева торца электрода (катода), который под действием электрического поля начинает испускать свободные электроны (электронная эмиссия). В дуговом промежутке образуются положительно и отрицательно заряженные частицы – ионы. Положительные ионы – это атомы, потерявшие электроны; отрицательные ионы – это частицы, присоединившие электроны. В образовании дуги главную роль играют положительные ионы. Процесс образования ионов называют ионизацией; газ в дуговом промежутке, содержащий ионы, становится ионизированным, а дуговой промежуток – электропроводным.
Длина дуги. При горении дуги на поверхности свариваемого изделия образуется ванна расплавленного металла (сварочная ванна) с углублением – кратером. Расстояние от конца электрода до поверхности сварочной ванны называется длиной дуги. Длина дуги при ручной дуговой сварке металлическим электродом составляет от 2 до 6 мм. Практически можно считать нормальной дугу, длина которой приблизительно равна диаметру электродного стержня. Длинной называется дуга, длина которой более 1-1,5 диаметра электрода.
Сварку обычно выполняют короткой дугой. При сварке длинной дугой происходит сильное разбрызгивание, окисление капель расплавленного металла, что ведет к пористости шва и плохому сплавлению наплавленного и основного металлов. Так же искры, брызги и выбросы расплавленного металла и шлака могут явиться причиной ожогов.
При сварке угольным электродом длина дуги может достигать 15-20 мм. Напряжение дугового разряда связано прямой зависимостью с длиной дуги: чем длиннее дуга, тем выше напряжение разряда. Точная форма этой зависимости определяется условиями разряда – наличием или отсутствием защитной газовой атмосферы, свойствами покрытого электрода, наличием и свойствами флюса и т.д.
Температура дуги зависит от силы тока, приходящейся на единицу площади поперечного сечения электрода, — плотности тока. Чем она больше, тем выше температура дуги. При ручной дуговой сварке плавящимся электродом плотность тока от 10 до 20 А/мм2 и напряжение 18. 20 В. Этим способом можно сваривать и наплавлять углеродистые и легированные стали всех марок толщиной от 1 м и выше, чугун и цветные металлы, а также наплавлять твердые сплавы.
В ремонтной практике для сварочных работ используют переменный и постоянный ток. Сварочная дуга на переменном токе малой плотности горит неустойчиво. Чтобы повысить стабильность дуги, увеличивают плотность тока. По этой причине при сварке мелких деталей возрастает опасность их прожигания, однако из-за простоты источников питания сварку на переменном токе применяют достаточно широко. При сварке на постоянном токе дуга горит стабильно. Это позволяет использовать малые токи и сваривать тонкие детали, кроме того, можно изменять полярность тока. Поэтому, несмотря на более сложное и дорогое оборудование источников питания, постоянный ток применяют в практике все шире.
Производительность сварки характеризуют количеством расплавленного электродного металла в единицу времени.
Под действием высокой температуры в зоне сварки молекулы кислорода и азота, попадающие из воздуха, частично распадаются на атомы. Кислород образует оксиды железа и способствует выгоранию ценных легирующих элементов (марганца, кремния и др.), тем самым резко ухудшая свойства наплавленного слоя. Азот образует нитриды, которые увеличивают твердость, снижают пластичность и способствуют образованию коробления и трещин. Водород, попадающий в зону сварки из влаги и ржавчины, способствует образованию пор и трещин. Чтобы уменьшить вредное воздействие этих элементов, место сварки зачищают, а зону сварки защищают нейтральными газами и шлаками. После сварки используются для зачистки швов ручные пневматические инструменты. Они являются источником локальной вибрации, что может привести к развитию вибрационной болезни у сварщика. Выделение сварочного аэрозоля, газов, пыли также является опасным фактором, т. к. наносит вред дыхательной системе рабочих.
Певмоприводы, вентиляторы, плазмотроны, источники питания, ультразвуковые генераторы, электроды могут быть источниками шума и ультразвука, что также негативно сказывается на рабочих.
Сварщик испытывает психологические нагрузки, которые заключаются в необходимости непрерывного наблюдения за зоной сварки, в напряжении зрения, высоких требований к точности движения и перемещения электрода.
Высокие требования к органам зрения связаны с необходимостью тщательного наблюдения за разделкой, сварочной ванной и кристаллизующимся металлом.
Выполнение ручной сварки часто сопровождается повышенным статическим напряжением. Сварку выполняют часто в вынужденной позе, сидя на корточках, лежа на боку и спине и т.д., что вызывает сильное напряжение мышц рук и тела.
Дата добавления: 2015-05-06 ; Просмотров: 1020 ; Нарушение авторских прав? ;
Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима ручной сварки относят диаметр электрода, величину, род и полярность тока, напряжение на дуге, скорость сварки. К дополнительным относят величину вылета электрода, состав и толщину покрытий электрода, положение электрода и положение изделия при сварке.
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Примерное соотношение между толщиной металла S и диаметром электрода dэ при сварке в нижнем положении шва составляет:
S, мм. 1-2 3-5 4-10 12-24 30-60
dэ, мм. 2-3 3-4 4-5 5-6 6-8
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем больше производительность, т.е. большее количество наплавленного металла:G=нIсвt, где G — количество наплавленного металла, г; н — коэффициент наплавки, г/(А•ч); Iсв- сварочный ток, А; t-время, ч.
Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела. Что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока можно определить по следующим формулам: при сварке конструкционных сталей для электродов диаметром 3-6 мм Iд=(20+6dэ)dэ; для электродов диаметром менее 3 мм Iд=30dэ, где dэ диаметр электрода, мм. Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10- 20 % ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах-16-30 В.
Техника сварки.
Дуга может возбуждаться двумя приёмами: касанием впритык и отводом перпендикулярно вверх или «чирканьем» электродом как спичкой. Второй способ удобнее. Но неприемлем в узких и неудобных местах.
В процессе сварки необходимо поддерживать определённую длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах Lд=( 0,5-1,1)dэ, где Lд — длина дуги, мм; dэ — диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
В процессе сварки электроду сообщается движение в трёх направлениях. Первое движение — поступательное, по направлению оси электрода. Этим движением поддерживается постоянная (в известных пределах) длина дуги в зависимости от скорости плавления электрода.
Второе движение-перемещение электрода вдоль оси валика образования шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается так называемый ниточный валик, на 2-3 мм больший диаметра электрода, или узкий шов шириной е1,5dэ.
Третье движение — перемещение электрода поперёк шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
П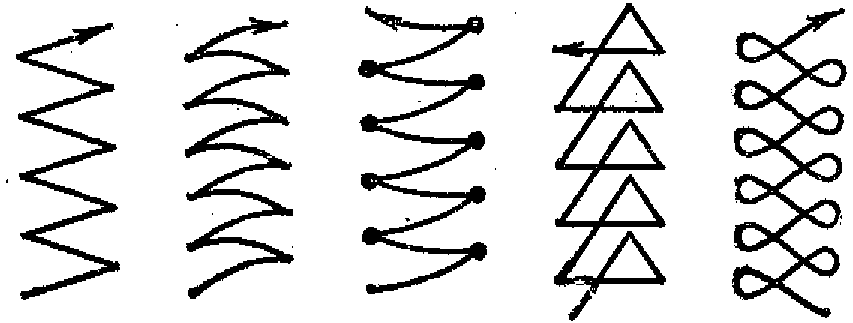 оперечные колебательные движения конца электрода (рис. 5)
оперечные колебательные движения конца электрода (рис. 5)
Рис. 5. Траектория движения конца электрода при ручной дуговой сварке.
определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Для широких швов, получаемых с поперечными колебаниями, e=(1,55)dэ.
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов.
Под порядком заполнения швов понимается как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяжённости все швы условно можно разделить на три группы: короткие — до 300 мм, средние-300-1000, длинные — свыше 1000 мм.
В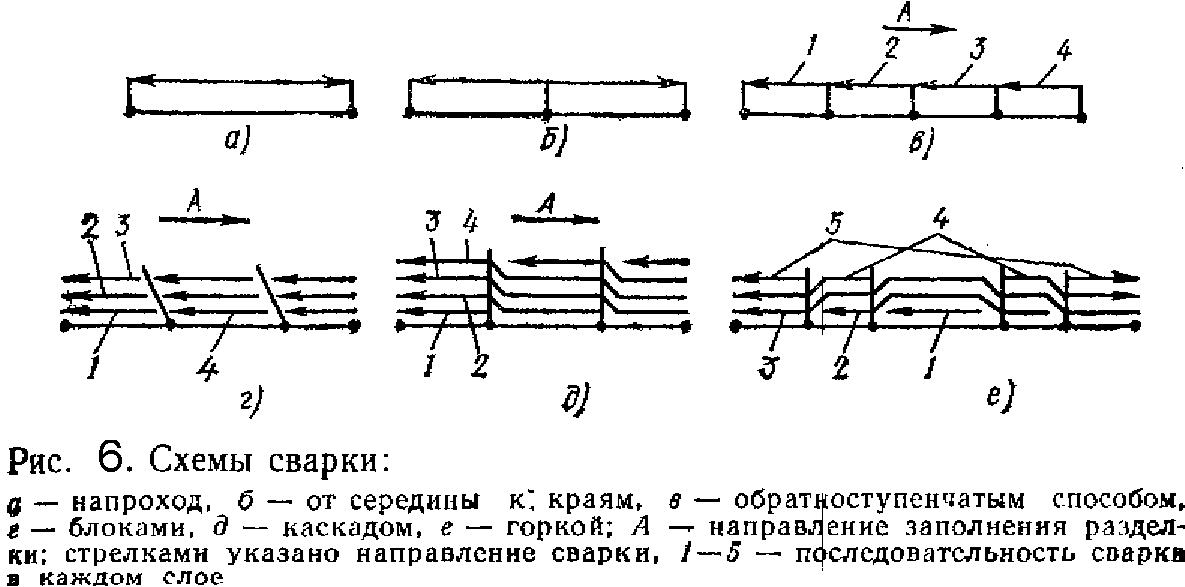 зависимости от протяженности шва, материала, требований к точности и качеству сварных соединений сварка таких швов может выполняться различно рис 6:
зависимости от протяженности шва, материала, требований к точности и качеству сварных соединений сварка таких швов может выполняться различно рис 6:
Короткие швы выполняют на проход — от начала шва до его конца. Швы средней длины варят от середины к концам или обратно ступенчатым методом. Швы большой длины выполняют двумя способами: от середины к краям (обратноступенчатым способом) и вразброс.
При обратноступенчатом методе весь шов разбивается на небольшие участки длиной по150-200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы (рис.30).
С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяются при сварке металла небольших толщин (до 8-10 мм.) с предварительной разделкой кромок.
Сварку соединений ответственных конструкций большой толщины (свыше 20-25 мм.), когда появляются объёмные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приёмов заполнения швов «горкой» или «каскадным» методом.
При сварке «горкой» сначала в разделку кромок наплавляют первый слой небольшой длины 200-300 мм, затем второй слой, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки всё время находится в горячем состоянии, что позволяет предупредить появление трещин. «Каскадный» метод является разновидностью горки.
Соединения под сварку собирают в приспособлениях, чаще всего с прихватками. Сечение прихваточного шва составляет примерно 1/3 от сечения основного шва, длина его 30-50 мм. Угловые швы сваривают «в угол» или «в лодочку» (рис.7).
Р![]() ис. 7. Положение электрода и изделия при выполнении угловых швов:
ис. 7. Положение электрода и изделия при выполнении угловых швов:
а) – сварка в симметричную «лодочку», б) – в несимметричную «лодочку», в) – «в угол» наклонным электродом, г) — с оплавлением кромок.
| Название: Электродуговая сварка: технология процесса и безопасность труда Раздел: Рефераты по безопасности жизнедеятельности Тип: курсовая работа Добавлен 04:02:20 10 декабря 2010 Похожие работы Просмотров: 17729 Комментариев: 14 Оценило: 8 человек Средний балл: 4.1 Оценка: 4 Скачать |