
Для сборки мебели необходимы не только навыки, опыт мастера, но и качественные крепежные элементы. Одним из самых популярных способов фиксации деталей является технология с использованием евровинта. Элемент позволяет надежно закрепиться в материале одной операцией.
Нужно только сделать геометрически правильное отверстие. Для этого необходимо специальное сверло под конфирмат (евровинт). Размеры его строго определены. Изделие унифицировано под единый стандарт, поэтому легко заменяется на аналогичное от другого производителя.
- Виды конфирматов и отверстий под них
- Конструктивные особенности свёрл под конфирматы
- Как подбирать сверло?
- Производители устройств
- Правила сверления
- Описание
- Характеристики
- Отзывы
- Оставьте свой отзыв
- Файлы ()
- Статьи
- Свёрла для мебельных стяжек (конфирмата)
- Рекомендуемые товары
- Клей Titebond II Premium столярный влагостойкий
- Зажим для угловых соединений, Piher A-30, 30мм
- Угольниики Nobex OCTO
- Сейчас покупают
- Стойка для заточки свёрл, диаметр от 3мм до 19мм
- Клей Titebond II Premium столярный влагостойкий
- Хлопья шеллака Borma Shellac Flakes, прозрачный 1кг.
- Фурнитура для изготовления трёхярусной тарелки для фруктов
- Бруски абразивные ПЕТРОГРАДЪ, водные, 200*70*20мм
- Ножи резчицкие — ложкорезы ПЕТРОГРАДЪ
- Резчицкая стамеска Crown N1, 10мм (3/8′)
- Резчицкая стамеска Crown N2, 10мм (3/8′)
- Резчицкая стамеска Crown N5, 3мм (1/8′)
- Резчицкая стамеска Crown N6, 10мм (3/8′)
- Использование трех разных по диаметру сверл
- Конфирматное сверло – три в одном
- Размеры отверстий под конфирмат
Виды конфирматов и отверстий под них
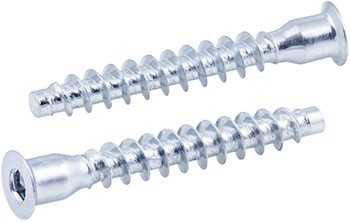
Внешне евровинт напоминает шуруп, от которого он принципиально отличается диаметром и формой нарезанного зуба. Это особенность конструкции позволяет увеличить площадь соприкосновения с телом закрепляемой детали в несколько раз. В результате надежность соединения существенно увеличивается.
Один конфирмат заменяет 3-4 шурупа аналогичной длины. Для мебели из ЛДСП показатели еще более впечатляющие. Середина листа является самой рыхлой частью материала. Тонкий шуруп не способен надежно зафиксироваться. Евровинт за счет большего диаметра захватывает более твердые слои ЛДСП и не случайно, что производители однозначно отдают предпочтение именно ему.

Производители предлагают линейку изделий с разными размерами для различных типов соединений. Не все модели можно найти в магазине. Некоторые используются только для специальных целей. Их можно заказать или приобрести в специализированных торговых точках.
| Модель | 5х40 | 5х50 | 7х40 | 7х50 | 7х60 | 7х70 |
|---|---|---|---|---|---|---|
| Длина общая, мм | 38,5-40,0 | 48,5-50,0 | 35,5-40,0 | 48,5-50,0 | 58,5-60,0 | 68,5-70,0 |
| Диаметр шляпки, мм | 7- 7,5 | 7- 7,5 | 9,5-10 | 9,5-10 | 9,5-10 | 9,5-10 |
| Длина головки, мм | 6 | 6 | 10 | 10 | 10 | 10 |
| Диаметр наружной резьбы, мм | 4,7-5 | 4,7-5 | 6,3-7 | 6,3-7 | 6,3-7 | 6,3-7 |
| Диаметр в нижней точке резьбы, мм | 3,4 | 3,4 | 4,7 | 4,7 | 4,7 | 4,7 |
Способ закручивания конфирмата зависит от формы головки. Она может быть шестигранной или крестообразной. Для евровинтов малого диаметра (5 мм) применяется ключ 3 мм, а для больших изделий (7 мм) 4 мм.
В соответствии с таблицей определяются размеры сверла. В зависимости от материла отверстие под резьбу делается либо 3, 5 мм либо 4, 5-5 мм. Для головки конфирмата необходим диаметр 5 мм и 7 мм соответственно, в зависимости от марки.
Конструктивные особенности свёрл под конфирматы
Евровинты ставят как на изделия из твердых пород древесины, так и на мебель из ЛДСП и ЛМДФ. В этих случаях нагрузка на инструмент высокая. При выборе некачественных изделий происходит заметный износ режущей кромки. Нужно убедиться при покупке, что сверло под конфирмат имеет твердость 61−64 по Роквеллу. На упаковке уважающий себя производитель это значение указывает.
Если же сверло попало в руки мастера без информации об изделии, то нужно посмотреть на корпус изделия. Отечественные изготовители пишут марку стали. Лучшими считаются сверла из сплавов Р9М5 и Р18. Среди импортной продукции отличные эксплуатационные качества у из изделий из HSS 4341. Аббревиатура расшифровывается как High-Speed Steels, то есть также как и Р9М5 и Р18 это быстрорежущая сталь.

Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под конфирмат и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки. Конструкция повышает производительность работы в несколько раз.
Одним проходом выполняются три операции. Можно воспользоваться набором сверел нужного диметра. Однако для лучшей производительности из нужно доработать. Заводское приспособление имеет более острый угол заточки режущих граней. Это облегчает заход, делает его более точным.
Как подбирать сверло?
Прежде чем приступить к работе по сборке мебели нужно подготовить все инструменты. Выбрать, каким сверлом сверлить под конфирмат, поможет информация о самом евровинте. Если есть готовое приспособление нужной марки, то проблем не будет.
Однако часто в практике домашних мастеров случается ситуация, когда работать приходится тем, что есть в наличие. Настоятельно не рекомендуется использовать сверла меньшего диаметра — для конфирматов 5х40, 5х50 это размер 3, 4 мм, а для изделий 7х40, 7х50, 7х60, 7х70 — 4, 5 мм.
В недостаточное по размерам отверстие в твердых породах дерева крепежный элемент не закручивается, заклинивает. Если же в работе детали мебели из ЛДСП или ЛМДФ, то они в лучшем случае вспучатся, а в худшем треснут.

Измеряется головка конфирмата, та часть, которая находится внутри изделия, но не имеет резьбы. Она может несколько отличаться у разных производителей. Диаметр составляет от 6, 3 мм до 7 мм. Какое сверло под конфирмат выбрать в этих случаях? Заводское устройство рассчитано под диаметр 7 мм.
Оно универсально, поскольку размер головки не играет никакой роли в обеспечении надежности соединения. Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Небольшой люфт иногда даже удобен. При небольших ошибках соединение можно ослабить, скорректировать положение детали и снова затянуть винт. Даже отверстие на миллиметр больше 8 мм, не ухудшит надежность крепежа.

Производители устройств
Правильное название крепежной детали — одноэлементная стяжка. Пользуются этим термином для заполнения данных при заказе, для составлении отчетной документации на профильных предприятиях. В обиходе более привычно слышать другие названия, например, «евровинт», «еврошуруп».
Слово конфирмат появилось благодаря торговому названию компании Hafele из Германии Confirmat. Появилась эта категория крепежных элементов еще в 70-е годы прошлого века, но настоящую популярность они обрели в 90-х годах. С тех пор изделия выпускаются многими отечественными и зарубежными производителями, в том числе и успешно работающей до наших дней компанией Hafele.
Спрос на изделия в большом объеме покрывают российские предприятия. Это ЗАО Ижевский завод мебельной фурнитуры ФМС, АО «Металлист» и многие другие. Широко представлены на рынке изделия китайских производителей, качество которых не всегда на должном уровне. Но одному из старейших предприятий поднебесной Haining Yicheng Hardware Co., Ltd. доверять можно.

Правила сверления
Надежное и точное крепление мебельных деталей зависит от выполнения пошаговой инструкции. Порядок и правила сверления заключаются в следующем:
- Проверить, соответствует ли сверло под конфирмат имеющимся евровинтам.
- Сделать точную разметку на деталях с учетом припусков.
- Зафиксировать одну либо обе обрабатываемые детали в нужном положении.
- Сверлить отверстие, контролируя положение инструмента.
Хорошим помощником в работе станет приспособление для сверления. Подобные универсальные изделия есть в продаже, но можно и сделать их самостоятельно. Конструкции разнообразны, от простых шаблонов до устройств с направляющими втулками для точной ориентации сверла по направлению.
Очень удобно использовать универсальные устройства для присадки мебельных деталей. Используют их для выполнения предварительных отверстий меньшего диаметра.
Они имеют некоторую толщину и стандартное сверло под конфирмат, размеры которого не рассчитаны на эту операцию, не подойдет. Им делают чистовую обработку. Все равно в итоге получается выигрыш по времени, а главное по точности отверстий.
Поделиться / Сохранить себе ссылку:
Описание
Сверло предназначено для сверления отверстий ручным электроинструментом под мебельную стяжку (конфирмат) в ДСП, МДФ, древесине, фанере, мягких пластмассах и др.материалах. Позволяет сверлить отверстия в деталях, зафиксированных между собой в различных положениях с помощью угловых струбцин, тисков и пр. Выпускается для всех типов мебельной стяжки 5 х 50, 6,4 х 50, 7 х 50, 7 х 70. Каждый тип сверла четко соответствует размеру используемого конфирмата. Сверло изготовлено из высококачественной быстрорежущей стали HSS. Скорость вращения сверла в процессе сверления 2500-4000 об/мин.
ОСОБЕННОСТИ КОНСТРУКЦИИ СВЕРЛА
Характеристики
Отзывы
Оставьте свой отзыв
Файлы ()
Статьи
Свёрла для мебельных стяжек (конфирмата)

- " data-page="">









 " data-page="
" data-page="











- Главная
- Сверление завинчивание
- Свёрла
- Свёрла для мебельных стяжек (конфирмата)
- Свёрла для мебельных стяжек (конфирмата)
Рекомендуемые товары

Клей Titebond II Premium столярный влагостойкий
Клей Titebond II Premium — столярный влагостойкий по дереву для наружных работ, террасной мебели, наружных окон и дверей. Вязкость — 4.000 мПа*с. Расход — 180г/м2. Класс водостойкости — D3. Объем — 237мл, 473мл и 3.8л. Рабочее время — от 10 до 20 мин. Не абразивен. Производство — Franklin International (США)
Для выбора емкости клея необходимого объема нажмите на название товара

Зажим для угловых соединений, Piher A-30, 30мм

Угольниики Nobex OCTO
Сейчас покупают

Стойка для заточки свёрл, диаметр от 3мм до 19мм
Клей Titebond II Premium столярный влагостойкий
Клей Titebond II Premium — столярный влагостойкий по дереву для наружных работ, террасной мебели, наружных окон и дверей. Вязкость — 4.000 мПа*с. Расход — 180г/м2. Класс водостойкости — D3. Объем — 237мл, 473мл и 3.8л. Рабочее время — от 10 до 20 мин. Не абразивен. Производство — Franklin International (США)
Для выбора емкости клея необходимого объема нажмите на название товара

Хлопья шеллака Borma Shellac Flakes, прозрачный 1кг.

Фурнитура для изготовления трёхярусной тарелки для фруктов
Бруски абразивные ПЕТРОГРАДЪ, водные, 200*70*20мм
Абразивные водные камни. Зернистость: 150, 360, 500, 800, 1000,1500, 2000 и 4000. Размер 200х70х20мм. Абразивное зерно — карбид кремния. Связка — керамика. Твёрдость I обеспечивает минимальный износ камня при работе. При заточке не перегревается сталь. Не требует использования масла. Перед использованием замочить в воде на 2-10 мин. Используются для заточки и задания скосов. Абразивный камень Петроградъ Бриз #4000, водный камень на основе кварцевого зерна 3мкм. на керамической связке, имеющий в маркировке указание зернистости по Jis.
С марта 2016 года для брусков, выпускаемых под торговой маркой " Петроградъ" будет применяться новая маркировка характеристики.
Формат кода характеристики: "Материал"_"Зернистость"_"Связка"_"Твёрдость"
Материал:
B — (black SiC) чёрный карбид кремния
C — (green SiC) зелёный карбид кремния
A — (alundum) белый электрокорунд
R — (ruby) розовый электрокорунд
Зернистость:
Числовые значения согласно стандарту FEPA: 120,220,320,400,600,1000.
Гранулометрический состав порошков и соответствие зернистостью
V, W, S, N — керамические связки с разными свойствами.
V — классическая связка, на ней выпускаются камни Петроградъ,
W — нашла применение при производстве БОДРИДа,
S — для белых камней высокой плотности,
N — тонкодисперсная связка для белых камней.
Твёрдость:
Стандартная шкала, обозначается буквами английского алфавита, степень твёрдости возрастает от A до Z.
Примеры характеристик:
B 1000 VK — Брусок из чёрного КК зернистостью F1000 на связке типа V твёрдостью K, серия для заточки твёрдых сталей
A 320 SO — Брусок из белого электрокорунда фракции F320 на связке типа S твёрдостью O, для мягких сталей
A 1000 WE — Брусок из белого электрокорунда фракции F1000 на связке типа W твёрдостью E, для чистки брусков
Ранее связка V использовалась по умолчанию и не упоминалась в маркировке.
Соответствие старой и новой маркировки:
1000 LC = C 1000 VL
230 NA = A 230 VN

Ножи резчицкие — ложкорезы ПЕТРОГРАДЪ
Ложкорез ПЕТРОГРАДЪ
Основное назначение этого инструмента можно понять из его названия. Ложкорез служит для выборки лунки в деревянной ложке (черпало) , а также для других аналогичных работ.
Данная модель отличается от наших предшествующих. Внесены изменения, которые положительно повлияли на качество работы.
Ширина клинка — 8 мм, внутренний радиус кольца — 15 мм. Наружняя сторона кольца имеет выпуклую линзообразную форму и заполированна, что в совокупности с малой шириной клинка позволяет чисто и плавно резать древесину без задиров и ступенек.
Полная длина ложкореза — 175 мм, длина рукояти — 130 мм
Выполнен из стали 9ХС, закален до твёрдости 58-60HRC.
Удобная эргономичная овальная рукоять ложкореза выполнена из клёна и пропитана маслом.
Все ножи-ложкорезы заточены, доведены и полностью готовы к работе.
Правый ложкорез предназначен для работы правой рукой на себя, левый — левой рукой на себя.
Нож-ложкорез для резьбы деревянных ложек изготовлен на фабрике столярных и плотницких инструментов ПЕТРОГРАДЪ. (Производство — Россия)

Резчицкая стамеска Crown N1, 10мм (3/8′)
Резчицкие инструменты (CROWN) предназначены для резьбы по дереву. Стамески (CROWN) отличный инструмент, как для профессионалов, так и для начинающих знакомится с резчицким ремеслом. Резцы изготовлены методом горячий ковки, из тонкой углеродистой стали, закалены и отпущены до достижения твердости по Роквеллу 57-60 HRC. Клинки имеют ручную шлифовку и полировку в традиционном стиле, снабжены привлекательными палисандровыми ручками с кольцами из латуни, имеют маркировку профиля на клинке, заточены и готовы к использованию.
Габариты резцов: общая длина 260 мм, длина ручки 138 мм, ø ручки 36 мм
Производство: Шеффилд, СОЕДИНЕННОЕ КОРОЛЕВСТВО.

Резчицкая стамеска Crown N2, 10мм (3/8′)
Резчицкие инструменты (CROWN) предназначены для резьбы по дереву. Отличный инструмент, как для профессионалов, так и для начинающих знакомится с резчицким ремеслом. Резцы изготовлены методом горячий ковки, из тонкой углеродистой стали, закалены и отпущены до достижения твердости по Роквеллу 57-60 HRC. Клинки имеют ручную шлифовку и полировку в традиционном стиле, снабжены привлекательными палисандровыми ручками с кольцами из латуни, имеют маркировку профиля на клинке, заточены и готовы к использованию.
Габариты резцов: общая длина 260 мм, длина ручки 138 мм, ш ручки 36 мм
Производство: Шеффилд, СОЕДИНЕННОЕ КОРОЛЕВСТВО.

Резчицкая стамеска Crown N5, 3мм (1/8′)
Резчицкие инструменты (CROWN) предназначены для резьбы по дереву. Стамески (CROWN) отличный инструмент, как для профессионалов, так и для начинающих знакомится с резчицким ремеслом. Резцы изготовлены методом горячий ковки, из тонкой углеродистой стали, закалены и отпущены до достижения твердости по Роквеллу 57-60 HRC. Клинки имеют ручную шлифовку и полировку в традиционном стиле, снабжены привлекательными палисандровыми ручками с кольцами из латуни, имеют маркировку профиля на клинке, заточены и готовы к использованию.
Габариты резцов: общая длина 260 мм, длина ручки 138 мм, ø ручки 36 мм
Производство: Шеффилд, СОЕДИНЕННОЕ КОРОЛЕВСТВО.

Резчицкая стамеска Crown N6, 10мм (3/8′)
Резчицкие инструменты (CROWN) предназначены для резьбы по дереву. Стамески (CROWN) отличный инструмент, как для профессионалов, так и для начинающих знакомится с резчицким ремеслом. Резцы изготовлены методом горячий ковки, из тонкой углеродистой стали, закалены и отпущены до достижения твердости по Роквеллу 57-60 HRC. Клинки имеют ручную шлифовку и полировку в традиционном стиле, снабжены привлекательными палисандровыми ручками с кольцами из латуни, имеют маркировку профиля на клинке, заточены и готовы к использованию.
Габариты резцов: общая длина 260 мм, длина ручки 138 мм, ø ручки 36 мм
Производство: Шеффилд, СОЕДИНЕННОЕ КОРОЛЕВСТВО.
 Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
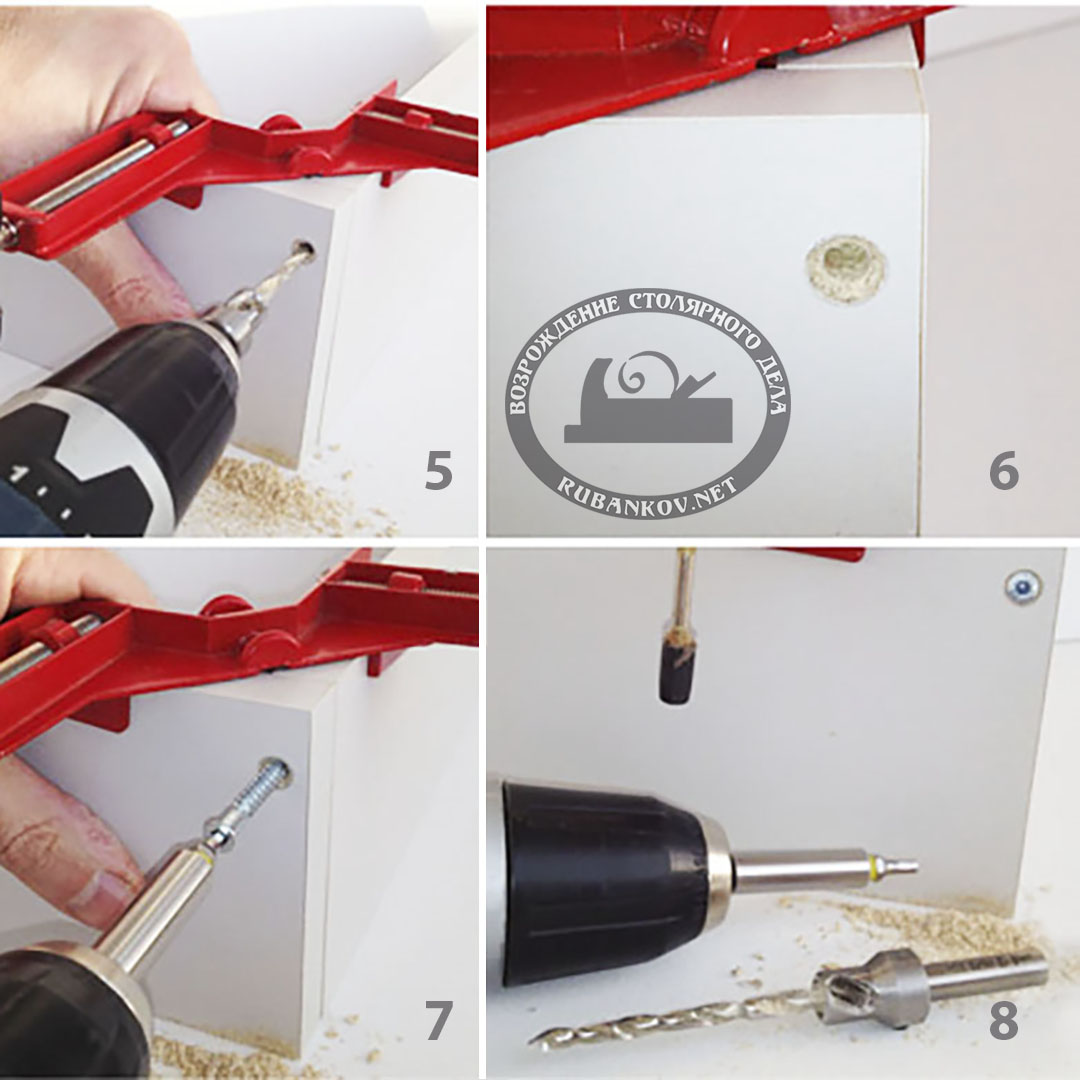
Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Использование трех разных по диаметру сверл
 Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Первый шаг – сверление через две детали на всю длину евровинта. Диаметр сверла должен быть равен диаметру тела винта без учета резьбы. Это делается для того, чтобы витки резьбы смогли нарезать ответную резьбу в материале.
Второй шаг – расширение уже полученного отверстия под гладкую часть метиза, которая должна иметь плотную посадку, но не слишком, чтобы не расколоть материал. Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Третий шаг – зенкование отверстия для заглубления головки в материал. Это можно сделать сверлом большего диаметра, но для получения качественного результата без сколов лучше выполнить эту операцию зенкером.
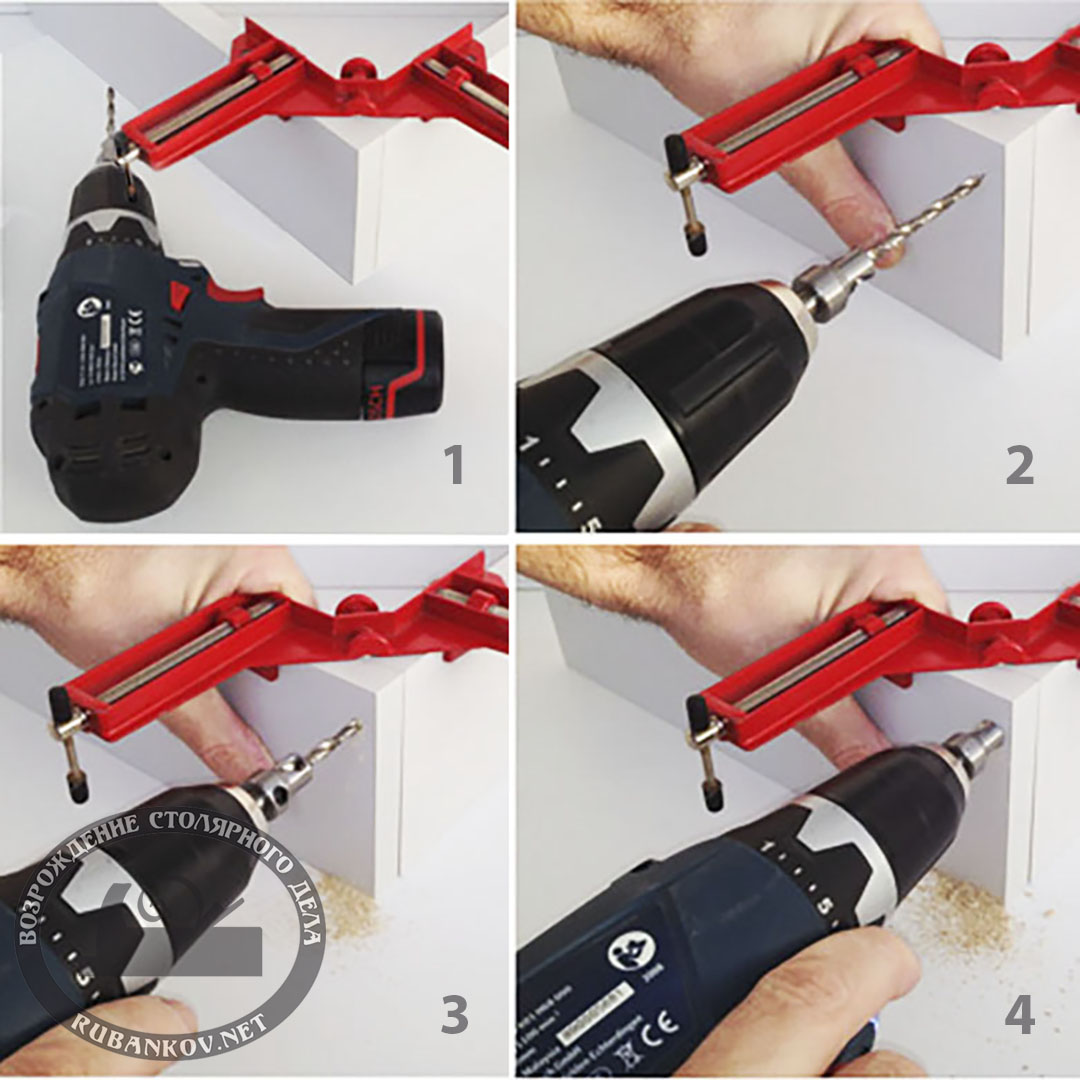
Конфирматное сверло – три в одном
 Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
Размеры отверстий под конфирмат
 На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6.2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6.2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
Самым распространенным размером является 6.4х50 мм. Для просверливания отверстия под его резьбу используется сверло диаметром 4.5 мм, а под гладкую часть – 7.0 мм.
При работе с евровинтами других размеров придерживаются следующего правила – диаметр основного отверстия (под резьбу) должен быть равен диаметру стержня без учета высоты резьбы. То есть:
- винт 5 мм – сверло 3.5 мм
- винт 7 мм – сверло 5.0 мм
Для того чтобы предотвратить риск смещения деталей во время сверления, необходимо жестко зафиксировать их положение друг относительно друга. Легче всего это сделать при помощи угловой струбцины или других зажимов.