
По длине стержни горячекатаной арматуры в обычном железобетоне соединяются, как правило, с помощью сварки, независимо от способа образования каркаса.
Стержни отдельных позиций сварного каркаса могут быть простыми, состоящими из цельного стержня одного диаметра, или, в целях экономии арматурной стали, составными, состоящими по длине из стержней двух-трёх различных диаметров (рис. 22), соединённых контактной стыковой сваркой. Составными могут быть только стержни из горячекатаной арматуры периодического профиля. Составные стержни часто применяют при армировании ригелей, колонн, подпорных стенок и т.п.
Все сварные соединения в зависимости от места их выполнения делятся на:
сварные соединения, выполняемые в заводских условиях;
сварные соединения, выполняемые в условиях стройплощадки.
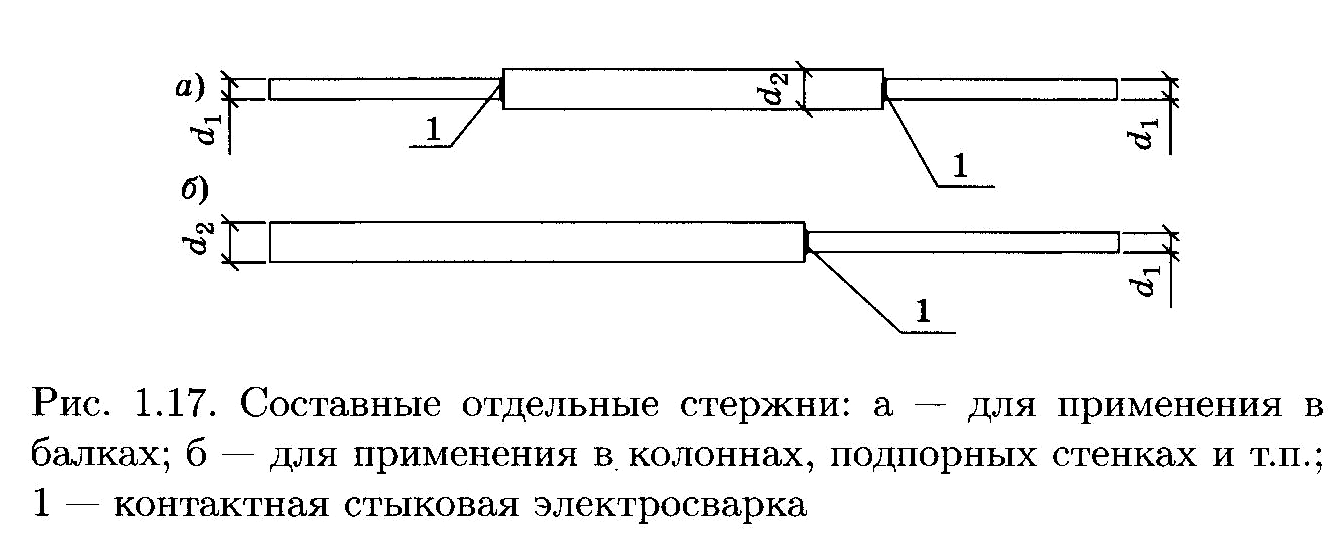
Рис. 22. Составные отдельные стержни:
а – для применения в балках; б – для применения в колоннах, подпорных стенках и т.п.; 1 – контактная стыковая электросварка
Сварные соединения, выполняемые в заводских условиях. Различают два основных их типа:
А. Контактная электросварка встык (или контактная стыковая электросварка) предназначена для соединения заготовок арматурных стержней, приварки к стержням коротышей большего диаметра и т. п. Выполняется на специальных сварочных машинах. Процесс сварки состоит в том, что концы стержней в месте их контакта под действием электрического тока большой силы (до 100 кА) разогреваются до пластического или жидкого состояния с одновременным или последующим сильным сжатием, обеспечивающим взаимодействие атомов металла. В зоне сварки металл оплавляется, образуя небольшое утолщение (рис. 23, а). Прочность такого соединения получается даже выше, чем прочность самих стыкуемых стержней. Этим способом может производиться соединение стержней диаметром от 10 до 80 мм.
При соединении стержней арматуры классов A240, А300, A400, А500, A600, А800, A1000 разных диаметров должно соблюдаться условие d1 /d2 ≥ 0,85 (соотношение 0,3 допускается при использовании специальной технологии сварки), а наименьший диаметр стержня d1 = 10 мм.
Б. Контактная точечная электросварка используется для соединения отдельных стержней в местах их пересечения при изготовлении сеток и каркасов, В этих случаях применяют стержневую арматуру классов A240, A300, A400 и проволочную класса В500. Перекрещивающиеся стержни сдавливают с большой силой в зажимах сварочной машины, затем включают ток, который доводит металл между зажимами до оплавления, а прилегающую зону – до пластического состояния.
Качество точечной электросварки зависит от соотношения диаметров свариваемых поперечных и продольных стержней. Оно должно быть в пределах d1 /d2 = 0,25. 1.
Сварные соединения, выполняемые в условиях стройплощадки. Ограничимся рассмотрением двух типов таких соединений.
А. При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык как горизонтальных, так и вертикальных стержней (или выпусков) арматуры классов A240, A300, A400 диаметром 20 мм и более применяют электродуговую ванную сварку в съёмных инвентарных медных формах или на стальной скобе-подкладке (рис. 23, б). Принцип электродуговой сварки основан на образовании электрической дуги между свариваемым металлом и электродом. В зазор 10. 15 мм между свариваемыми стержнями помещается гребёнка электродов. При прохождении электрического тока между гребёнкой и формой возникает электрическая дуга. В результате этого образуется ванна расплавленного металла, которая разогревает и плавит торцы стыкуемых стержней. При этом расплавленный металл электродов и стержней образует сварной шов.
Б. Если диаметр соединяемых стержней менее 20 мм, то применяют дуговую сварку стержней четырьмя фланговыми швами с использованием круглых накладок (рис. 23, в). Этим способом могут соединяться стержни диаметром от 10 до 80 мм, начиная от класса A240 до класса A500 включительно. Допускается применять и односторонние сварные швы с удлинёнными накладками (рис. 23, г). При этом должны быть соблюдены следующие требования к размерам сварного шва: b≥ 10 мм и b≥ 0,5d; h ≥ 4 мм и h ≥ 0,25d, где b – ширина шва; h – глубина шва (рис. 23, д).
Соединение стержней в тавр с пластиной толщиной δ = 0,75d (из листовой или полосовой стали) выполняют автоматической дуговой сваркой под флюсом (рис. 23, е). Соединение внахлёстку арматурных стержней диаметром 8. 40 мм с пластиной или плоскими элементами проката выполняют дуговой сваркой фланговыми швами (рис. 23, ж).
Сварные соединения способствуют рациональному расходу стали и использованию отходов арматуры.
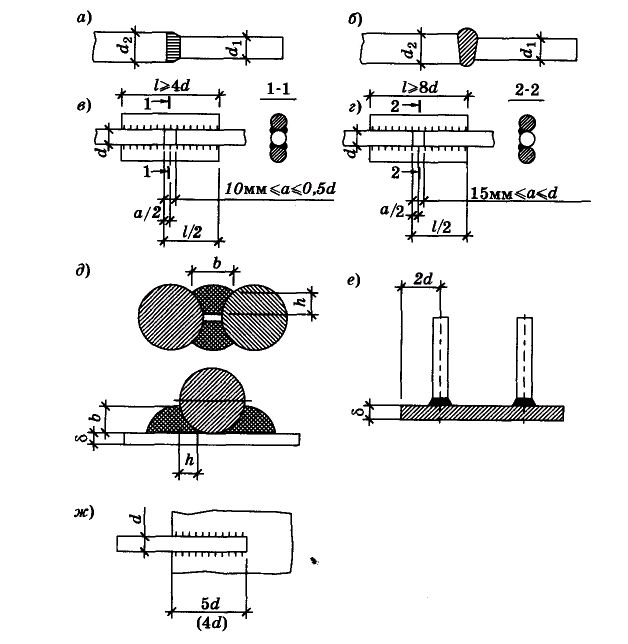
Рис. 23. Сварные стыковые соединения арматуры:
а – контактная электросварка встык; б – дуговая ванная сварка в инвентарной форме; в – дуговая сварка с накладками с четырьмя фланговыми швами; г – то же, с двумя фланговыми швами; д – размеры сварного шва; е – сварное соединение в тавр стержней с пластиной; ж – сварное соединение внахлёстку стержня с пластиной
Стыки арматуры внахлёстку без сварки. Стержневую арматуру классов A240, А300, A400 допускается соединять внахлёстку без сварки с перепуском концов стержней на 20. 50 диаметров в тех местах железобетонных элементов, где прочность арматуры используется не полностью. Однако такой вид соединения стержневой арматуры вследствие излишнего расхода стали и несовершенства конструкции стыка применять не рекомендуется.
Внахлёстку можно выполнять стыки сварных и вязаных каркасов и сеток в направлении рабочей арматуры (рис. 24).
При этом диаметр рабочей арматуры должен быть не более 36 мм. Длина перепуска (нахлёстки) стыкуемых стержней, каркасов, сеток в рабочем направлении определяется расчётным путём по формуле (1.25).
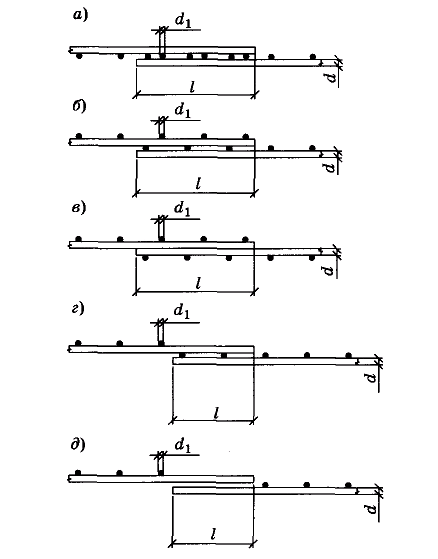
Рис. 24. Стыки сварных сеток в направлении рабочей арматуры:
а – при гладких стержнях, когда поперечные стержни расположены в одной плоскости; б, в – то же, но поперечные стержни расположены в разных плоскостях; г – при стержнях периодического профиля, когда в пределах стыка поперечные стержни отсутствуют в одной из стыкуемых сеток; д – то же, когда в пределах стыка поперечные стержни отсутствуют в обеих стыкуемых сетках; l – длина перепуска сеток; d, d1 – соответственно диаметры рабочей и распределительной арматуры
Поперечные стержни соединяемых сеток могут располагаться в разных плоскостях (рис. 24, б, в) или в одной плоскости (рис. 24, а). В каждой из соединяемых в растянутой зоне сеток на длине нахлёстки должно быть расположено не менее двух поперечных стержней, приваренных ко всем продольным стержням сеток. Такие же типы стыков применяются и для стыковки внахлёстку сварных каркасов с односторонним расположением рабочих стержней из всех видов арматуры; при этом на длине стыка устанавливают дополнительные хомуты или поперечные стержни с шагом не более 5 диаметров продольной арматуры. Если рабочей арматурой сеток являются стержни периодического профиля, то одна из стыкуемых или обе сетки в пределах стыка выполняются без приваренных поперечных стержней (рис. 24, г, д).
Стыки сварных сеток в нерабочем направлении (когда соединяется распределительная арматура) также выполняются внахлёстку (рис. 25).
Длину перепуска (считая между крайними рабочими стержнями сетки) принимают равной 50 мм при диаметре распределительной арматуры до 4 мм и равной 100 мм при диаметре распределительной арматуры более 4 мм. При диаметре рабочей арматуры 16 мм и более сварные сетки в нерабочем направлении допускается укладывать впритык друг к другу, перекрывая стык специальными стыковыми сетками, укладываемыми с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры и не менее 100 мм (рис. 25, в). Стыки плоских каркасов, как и сеток, в конструкциях следует располагать вразбежку.
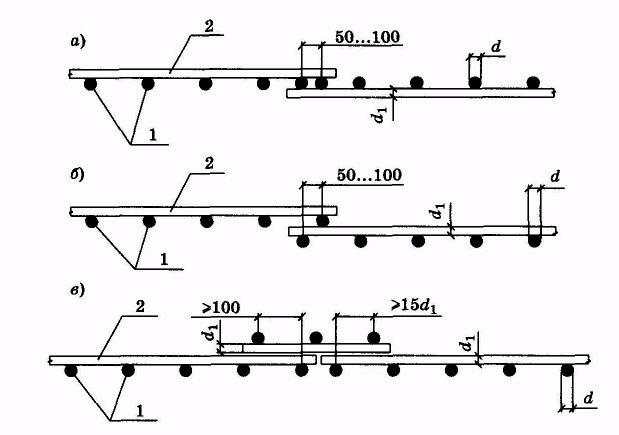
Рис. 25. Стыки сварных сеток в направлении нерабочей (распределительной) арматуры:
а – внахлёстку с расположением рабочих стержней в одной плоскости; б – то же, с расположением рабочих стержней в разных плоскостях; в – стык впритык с наложением дополнительной стыковой сетки; d, d1 – соответственно диаметры рабочей и распределительной арматуры; 1 – рабочая арматура; 2 – распределительная арматура
Вязаные каркасы и сетки в настоящее время применяют редко, так как при использовании вязаных изделий существенно повышается трудоёмкость. Однако в случае применения вязаных изделий исключается концентрация напряжений, которая при сварных изделиях возникает в зонах точечной сварки, а также устраняется опасность пережога поперечных стержней, что иногда наблюдается в сварных изделиях. В вязаных сетках и каркасах соединение стержней между собой осуществляется с помощью вязальной (отожжённой) проволоки диаметром 0,8. 1 мм.
Главное требование, которое предъявляется к бетонным конструкциям – это прочность и долговечность. Чтобы монолитная постройка не деформировалась в ходе усадки, в процессе заливки бетонного раствора, устанавливается специальный металлический каркас – производится армирование бетона. Для создания такого армопояса используются стальные пруты, которые связываются между собой проволокой или свариваются. Сварка арматуры считается наиболее надежным креплением, поэтому рассмотрим ее подробнее.

Виды сварки арматуры по ГОСТ
Согласно нормативу ГОСТ 14098-91 стыкование арматуры бывает:
- электрошлаковым полуавтоматическим;
- ванно-шовным;
- электродуговым ручным;
- контактным;
- ванным.
При этом само сварное соединение может быть:
- нахлесточным (при электродуговой ручной сварке);
- стыковым;
- тавровым (точечная контактная сварка, для которой используется один электрод в ванне).
Рассмотрим наиболее распространенные методы сварки арматуры подробнее.
Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.

Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.
Также необходимо учесть силу тока, которая потребуется для стержней разного диаметра:
- для стержней диметром 5 мм, потребуется 200 А;
- 6 мм – не более 250 А;
- 8 мм – 300 А;
- 10 мм – 350 А;
- 20 мм – 450 А.
Подробнее о нахлесточном соединении смотрите в видео:
Технология ванной сварки
Чтобы самостоятельно произвести сварку, выполните следующие шаги:
- Зачистите торцы стержней при помощи металлической щетки, до появления металлического блеска. Обработать необходимо не менее 3 см от краев.
- Приварите два конца стержней к ванночке. Расстояние между торцами свариваемых изделий должно составлять не менее 1,5 сечения электродов. Если вы используете трехфазную дугу, то зазор можно увеличить до 2 диаметров расходников.
- Начните плавить один конец прута, пока в ванночке не начнет образовываться расплавленный металл.
- Переместите электрод на второй конец (другого прута) и расплавьте его таким же способом.
- Попеременно расплавляйте концы арматуры, пока ванночка не заполнится так, чтобы жидкий металл полностью закрыл прутки. Как только это произойдет, необходимо начать медленно вращать электрод по кругу между обрабатываемыми стержнями. Это необходимо для равномерного прогрева расплавленного металла перед его остыванием. Если сталь будет остывать неравномерно, то на швах могут образоваться трещины, что значительно понизит прочностные характеристики армирующего каркаса.

Когда металл полностью остынет, можно произвести сварку уголка и прочих соединений (если это необходимо).
Таким методом выполняется сварка как в горизонтальной, так и в вертикальной плоскости.
Полезно! Расстояние от стержней до стенок матрицы должно составлять порядка 1,5-2 см.
Стыкование этого типа выполняется при помощи инверторов (220 В), трансформаторов (380 В), полуавтоматов или автоматов.
Единственный недостаток такого способа сварки заключается в том, что выполнить всю процедуру, используя всего один электрод, не получится. Менять расходники нужно очень быстро – за 5 секунд необходимо удалить остатки отработанного электрода и установить новый.
Ванная сварка считается самой надежной и долговечной, так как обрабатываемые стержни образуют очень прочное соединение. Такой метод чаще всего используется для создания армопоясов для фундамента и других конструкций. Если же речь идет о более простых элементах, то достаточно выполнить стыкование внахлест.
3.155*. Сварные соединения арматуры должны отвечать требованиям ГОСТ 14098-91 и ГОСТ 10922-90. При проектировании должна указываться категория ответственности применяемых стыков и соответствующая им категория требований к контролю качества сварных соединений.
Сварные соединения, несущая способность которых определяется из расчета по первому предельному состоянию, — относят к I категории, по второму предельному состоянию — к II категории, а в остальных случаях соединения — к III категории ответственности и соответственно к III категории качества стыков.
Объем контроля для каждой категории ответственности определяется в соответствии с указаниями СНиП III-18-75.
3.156*. Горячекатаная стержневая арматурная сталь классов и марок, указанных в табл. 29*, как правило, должна соединяться посредством контактной стыковой сварки. Выполнение последней для стержней диаметром 10 мм и менее допускается только в заводских условиях при наличии специального оборудования.
Стыкование арматуры контактной сваркой допускается при отношении площадей стыкуемых стержней не более 1,15. В арматурных элементах, рассчитываемых на выносливость, как правило, необходимо устранять в зоне стыков возникшие в результате сварки концентраторы напряжений путем соответствующей механической продольной зачистки.
Допускается применять другие эффективные конструктивные решения сварных стыков при условии, что ограниченный предел выносливости этих стыков будет не менее нормативного предела выносливости свариваемых арматурных стержней.
3.157*. Сварные сетки, в том числе и по ГОСТ 23279-85, а также каркасы следует, как правило, проектировать с применением в пересечениях стержней контактной точечной сварки.
3.158*. При изготовлении из арматурной стали классов А-I, А-II, Ас-II и А-III сеток и каркасов, которые в соответствии с указаниями табл. 29* должны выполняться в вязаном варианте, применение сварных соединений для основной арматуры может быть допущено только в местах, где напряжения в стержнях арматуры не превышают 50 % установленных расчетных сопротивлений.
3.159*. Число стыков в одном расчетном сечении элемента (в пределах участка длиной, равной 15 диаметрам стыкуемых стержней) не должно превышать в элементах, арматура которых рассчитывается на выносливость, 25 %, в элементах, арматура которых не рассчитывается на выносливость, — 40 % общего количества рабочей арматуры в растянутой зоне сечения.
Сварные стыки арматуры допускается располагать без разбежки в монтажных стыках сборных элементов (без снижения расчетного сопротивления арматуры), а также на участках конструкции, где арматура используется не более чем на 50 %.
3.160*. Для стыков стержневой горячекатаной арматуры из стали классов А-I, А-II, Ас-II и А-III при монтаже конструкций допускается применение ванной сварки на удлиненных стальных накладках (подкладках) длиной не менее 5 диаметров стержней, а также применение стыков с парными смещенными накладками, приваренными односторонними или двусторонними швами суммарной длиной не менее 10 диаметров стыкуемых стержней. Ванную сварку следует применять при диаметре стержней не менее 20 мм.
Для нерассчитываемых на выносливость стыков сжатых стержней допускается также применение ванной сварки на коротких стальных накладках (подкладках) в соответствии с ГОСТ 14098-91.
Длина односторонних сварных швов, прикрепляющих наклонные стержни арматуры, должна быть не менее 12 диаметров при толщине швов не менее 0,25 d и не менее 4 мм; длину двусторонних швов допускается принимать вдвое меньшей.
3.161*. Монтажные выпуски арматуры в стыках должны обеспечивать условия для качественного выполнения на монтаже ванно-шовной сварки на удлиненных накладках с плавным выводом продольных сварных швов на стыкуемые стержни.
В вязаных арматурных каркасах конструкций автодорожных и городских мостов для закрепления арматуры в проектном положении при монтаже, транспортировке и бетонировании допускается в пересечениях стержней рабочей арматуры со стержнями конструктивной арматуры устройство вспомогательных сварных соединений при соблюдении следующих условий: сварка может производиться в местах, где прочность рабочей арматуры используется не более чем на 50 %, а также, где арматура работает только на сжатие.
Стыки ненапрягаемой арматуры внахлестку (без сварки)
3.162. Во внецентренно сжатых и внецентренно растянутых элементах стержни арматурной стали периодического профиля диаметром до 36 мм и гладкие с полукруглыми крюками допускается стыковать внахлестку.
В изгибаемых и центрально-растянутых элементах стыкование растянутых арматурных стержней внахлестку не допускается.
3.163*. В стыках арматуры внахлестку длину нахлестки (перепуска) стержней из арматурной стали классов А-II и Ас-II следует принимать не менее:
30 d — при классах бетона В20 — В27,5;
25 d — при классе бетона В30 и выше, где d — диаметр стыкуемых стержней.
Для арматуры из стали класса А-III длина нахлестки должна быть соответственно увеличена на 4d.
Для арматуры из стали класса А-I длину нахлестки (между внутренними поверхностями полукруглых крюков) следует принимать такой же, как для арматуры из стали класса А-III.
Для стыков, расположенных в сжатой зоне сечения, длину нахлестки допускается принимать на 5 d менее установленной выше.
Отдельные сварные и вязаные сетки следует стыковать внахлестку на длину не менее 30 диаметров продольных стержней сетки и не менее 25 см.
3.164*. При расположении стыков стержней рабочей арматуры внахлестку в растянутой зоне сечения, где напряжения в стержнях превышают 75 % расчетного сопротивления, в зоне стыка требуется устанавливать спиральную арматуру. Если установка спиральной арматуры не требуется (напряжение в стержнях составляет менее 75 % расчетного сопротивления), то расстояние между хомутами в местах стыкования рабочей растянутой арматуры внахлестку следует назначать не более 6 см, а буронабивных столбах — 12 см.
Стыки арматуры внахлестку, как правило, следует располагать вразбежку. При этом площадь сечения рабочих стержней, стыкуемых на длине требуемой нахлестки, должна составлять при стержнях периодического профиля не более 50 % общей площади сечения растянутой арматуры, при гладких стержнях — не более 25 %.
Дата добавления: 2015-06-27 ; Просмотров: 2817 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет