
Автор: pnp_machinist, pnp_mechanic@mail.ru
Опубликовано 30.10.2016
Создано при помощи КотоРед.
Простой аппарат плазменной резки.
Значение аппарата плазменной резки для народного хозяйства трудно переоценить. Так например одна только экономия металла при раскрое составляет 10-15%. Не говоря уже о возможности вырезать отверстия и детали различной формы в листовом металле. Появление на рынке сварочных инверторов и расходных материалов для плазмотронов сделало этот способ обработки металла доступным для широких масс населения.
В нашем случае в качестве рабочей среды плазмы используется осушенный атмосферный воздух давлением 3.5 – 4 Атм. Плазматрон CUT-40 как один из самых доступных . И инвертор сварочного тока выходным напряжением 100-140 вольт, 10-40 А. Этого вполне хватает для резки металла толщиной 0,5 – 6 мм. Исходя из данных — сила тока для реза 1 мм. толщины металла должна быть примерно 6 А
Теория.
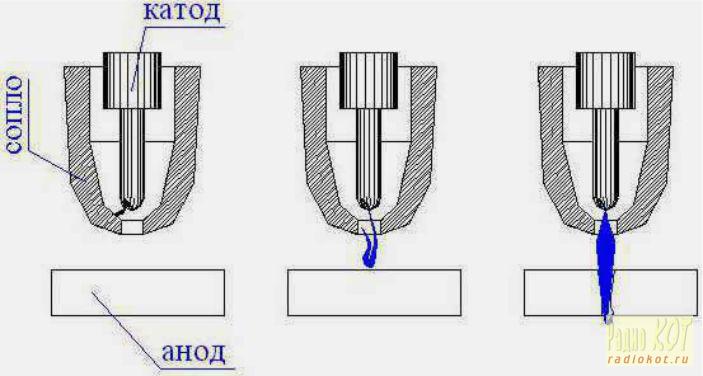
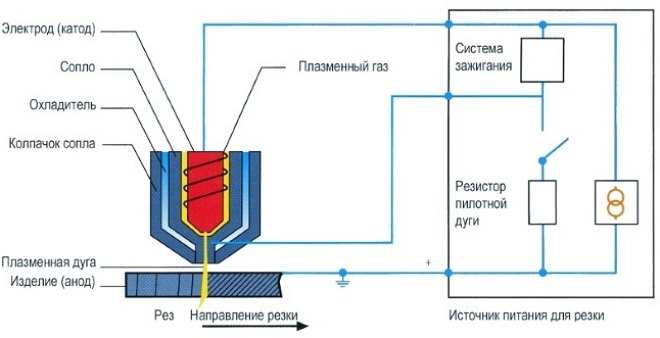
Как видно на условном изображения горелки, атмосферный воздух одновременно является рабочей средой для образования плазмы и охлаждает элементы горелки.
В первый момент дуга разжигается высоковольтным разрядом между электродом и соплом при условии контакта последнего с анодом т.е. металлом. Далее образовавшаяся плазма выдувается потоком воздуха. Для поддержания стабильной дуги необходимо выдерживать зазор между соплом горелки и металлом около 1 мм. , что весьма трудно. Для этого предлагаются специальные насадки. Но как утверждают специалисты они только мешают. Я полностью разделяю их мнение и поэтому просто веду без нажима соплом горелки по заготовке. Замечено при недостаточном токе сопло "прилипает" к металлу. О успешном процессе резки можно судить по видимым искрам с обратной стороны металла. По окончании резки не следует отводить горелку, лучше прервать процесс снятием напряжения. Так продлевается срок службы электрода со вставкой из гафния .
Инвертор
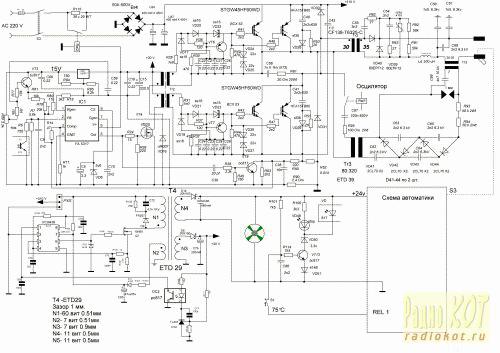
Для силовой части хорошо подходит схема инвертора AVT-200. Данный инвертор уже неоднократно повторялся и хорошо известен в сети Интернет. Оригинал статьи автора доступен в архиве AVT-200.rar. Изменения коснулись узла формирования пилообразного напряжения на токовом входе компаратора и цепей задания тока. Изменена печатная плата.
Узел задания тока питается стабильным напряжением 15 В, что улучшает повторяемость. Для снижения уровня помех в цепях токового компаратора установлен резистор R90. Большая индуктивность выходного дросселя позволяет упростить схему формирования "пилы". В остальном схема мало отличается от оригинала. Для токового шунта необходимо использовать манганиновую проволоку. В моём случае при диаметре 0.9 мм длинна шунта 20 мм.
Отдельно отмечу в схеме отсутствует узел защиты от превышения тока и К.З. в нагрузке. Разумеется такие узлы необходимы. Но короткое замыкание в правильно собранной горелке CUT-40 не возможно. Если конечно сопло совсем расплавится и останется только электрод.
В большинстве случаев для успешного розжига плазмы хватает высоковольтного разряда напряжением 20-22 кВ. постоянного тока. Схема с искровым разрядником самая простая в реализации . Для снижения требований к повышающему трансформатору используется умножитель напряжения . Разрядник изготовлен из контактов реле , зазор 1 – 1.5 мм. Высоковольтный трансформатор намотан на ферритовом сердечнике диаметром 8 мм. длинной 80 мм Первичная обмотка 7-8 витков проводом МГТФ-0,35. Вторичная медным проводом ПЭВ- 2 диаметром 1,5 мм. Пропитан эпоксидной смолой. Между обмоточками изоляция обязательна. Накопительный конденсатора взят из стартёра времён СССР для лампы дневного света мощностью 80 Вт. Как оказалось другие конденсаторы — 10n 6,3 kV. сгорают после 3-й попытки розжига.

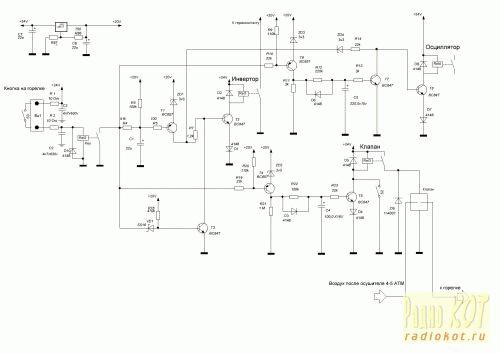
Схема управления.
Для работы реализована простая последовательность управления.
При нажатии кнопки оператора S3 последовательно происходит
1- Подача воздуха.
2- Пауза 0.5-1 сек. (это время необходимо для продувки плазмотрона)
3- Включение инвертора.
4- Включение осциллятора на 2 сек.
При размыкании кнопки выключается инвертор и с задержкой 3-4 сек. снимается напряжение с воздушного клапана. Этого времени достаточно для остывания горелки.
В исходном состоянии все реле обесточены и копка оператора S3 отжата. При замыкании S3 сработает реле REL 2 и своими контактами замкнёт базовые цепи транзисторов Т1, Т3, Т4, Т6. к общему проводу. Причём напряжение на базе транзисторе Т1 появится с небольшой задержкой обусловленной RC цепочкой R4,C1. Стабилитрон в цепи коллектора Т1 определяет пороговое напряжение при открытии транзистора, что также является своеобразной защитой от помех в цепях управления.
Далее открывается транзистор Т2 и срабатывает реле включения инвертора. При нажатой кнопке S3 транзистор Т3 закрыт и на работу схемы не влияет.
Одновременно с этим подаётся напряжение на схему включения осциллятора.
Положительное напряжение с коллектора транзистора Т1 через стабилитрон ZD4 попадает на базу Т8 , открывшийся транзистор включает реле подачи напряжения на осциллятор. По истечении времени заряда конденсатора С5 транзистор Т7 закрывает транзистор Т8. Так время работы осциллятора ограничено 1-2 секундами. Что вполне достаточно для уверенного розжига дуги в плазмотроне.
Реализация временных задержек для осциллятора и воздушного клапана реализованы по сходным схемам.
При размыкании кнопки S3 снимается напряжение с обмотки реле REL 2 . Далее положительное напряжение через резистор R16 открывает транзистор Т3 который блокирует транзистор Т2 и реле управления инвертором обесточится. Одновременно с этим конденсатор С4 разряжается через резистор R23 и переход база эмиттер. Таким образом воздушный клапан выключается с необходимой задержкой. При повторном нажатии кнопки S3 процесс повторяется.
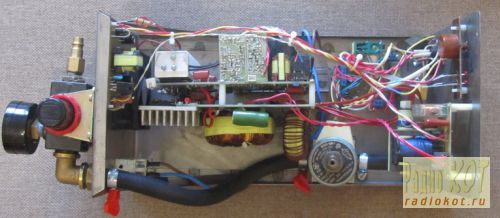
Детали.
Как оказалось самая большая проблема — это перекрыть поток воздуха. Для этих целей установлен клапан КИПиА времён СССР . Не смотря на надпись 1 атм. ДУ 2.5мм. Он с честью перекрывает 4 атм. Фильтр для очистки воздуха 1/4" Intrtool PT1412 выбран как самый доступный.
Трансформатор инвертора на кольце CF138-T6325-C первичная и вторичная обмотки намотаны в два провода диаметром 1.2 мм. Выходной дроссель на кольце из альсифера 46х25х18 проводом 1.5 мм до заполнения в один слой. Выбран именно этот дроссель т.к. в моём случае нет необходимости использовать токи более 20 А. Высоковольтный трансформатор намотан проводом 1.5мм из этих же соображений. Трансформатор осциллятора намотан на сердечнике ETD-39 проводом ПЭВ-2 -0.45 послойная и между обмотками изоляция обязательна.


Проверка инвертора.
На время проверки силовой части осциллятор и схема управления должны быть отключены. Разумеется контакты реле блокировки инвертора нужно замкнуть.
Перед включением необходимо проверить правильность монтажа. Первым проверяется источник питания , предусмотрена возможность его отдельного подключения через разъём JMP2. Затем необходимо убедится в наличии и правильности формы импульсов частотой 50 кГц. на затворах силовых транзисторов инвертора. Время "спада" не должно превышать 0,25us. Следующим шагом проверяется работа инвертора на эквивалент нагрузки. Я использовал два водяных ТЭНа по 5 кВт. соединённых параллельно. Максимальный ток устанавливается резистором R78. Минимальный ток при данной схеме не нуждается в регулировке. Его значение близко к 10 А. В конце статьи в файлах SDS00003 и SDS00004 приведены формы напряжения на коллекторе транзистора T8 инвертора при отсутствии тока и нагрузке 10 А.
Во время проверки ток в цепи нагрузки контролируется стрелочным амперметром с измерительным шунтом. Розжиг дуги и работа осциллятора проверяется импровизированным имитатором. Две медные проволоки диаметром 0.8 -1 мм. подключаются к аноду и катоду при этом обеспечивается зазор 2-3 мм. Электрическая дуга должна надёжно разжигаться с первого включения осциллятора. При этом медь естественно сгорает, а дуга тухнет.
Далее — пробный рез не толстого металла. Окрашенный желательно не использовать. Регулятором расположенном на фильтре установить давление воздуха 4 атм. Продуть резак воздухом 3-4 сек. для этого принудительно открыть воздушный клапан нажатием кнопки S2. Прикоснувшись соплом к заготовке нажать кнопку на ручке резака. При этом на 2 сек. включается осциллятор. И образовавшимся факелом плазмы резать, без особого нажима ведя по намеченной линии соплом.
Не стоит пренебрегать элементарными правилами ТБ. Величина выходного напряжения и тока могут быть опасны для жизни! Защита органов зрения обязательна!
Традиционно обсуждается на форуме все не написанное здесь.

Заводской аппарат для плазменной резки. Наша задача: сделать аналог своими руками
Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.
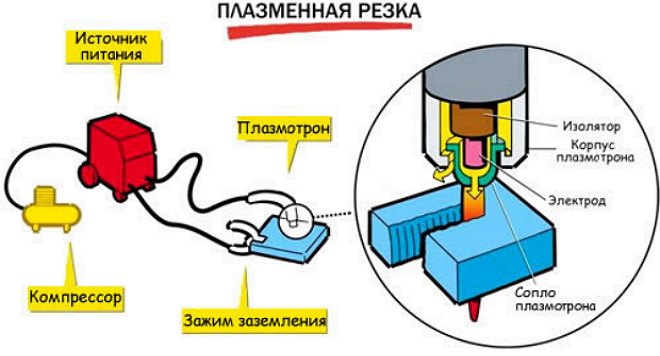
Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях. Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла. Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.

Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать. Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании. Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.

Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
- Схемы плазмореза на примере аппарата АПР-91
- Элементы самодельного аппарата для плазменной резки
- Конструкция плазменного резака и рекомендации по его изготовлению
- Особенности работы плазмореза
- Что выбрать: трансформатор или инвертор?
- Средняя стоимость заводских аппаратов
- Принцип действия
- Отличия аппаратов прямого и косвенного действия
- Конструкция
- Необходимые комплектующие
- Подбор блока питания
- Плазмотрон
- Осциллятор
- Электроды
- Компрессор и кабель — шланги
- Схемы
- Сборка
- Проверка плазмореза
- Достоинства самодельного аппарата
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.
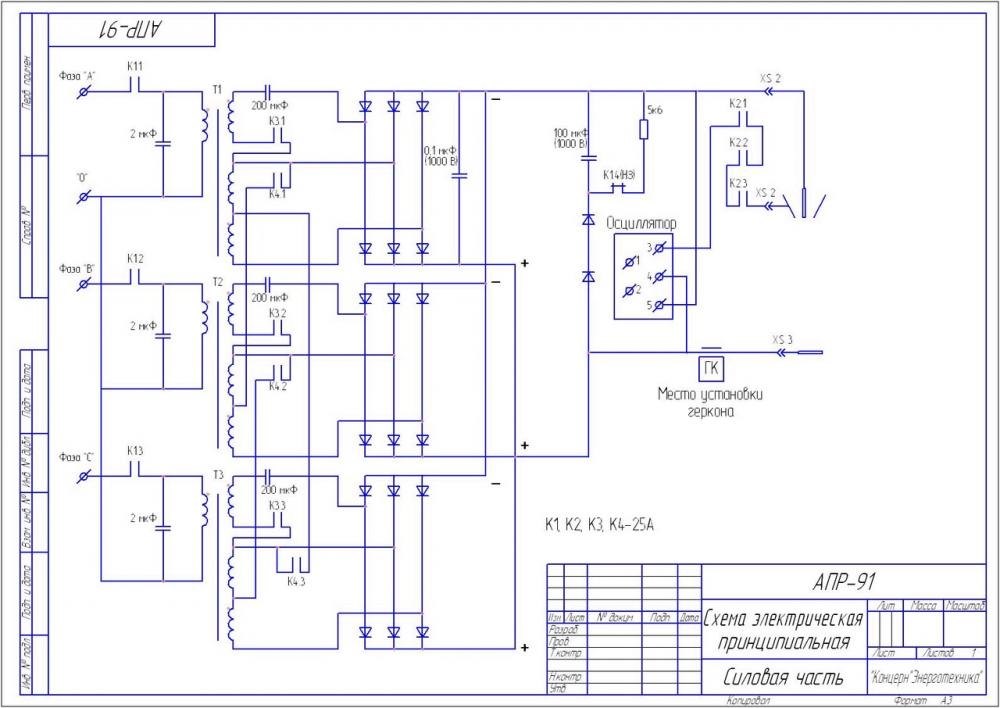
Схема силовой части (нажмите для увеличения)
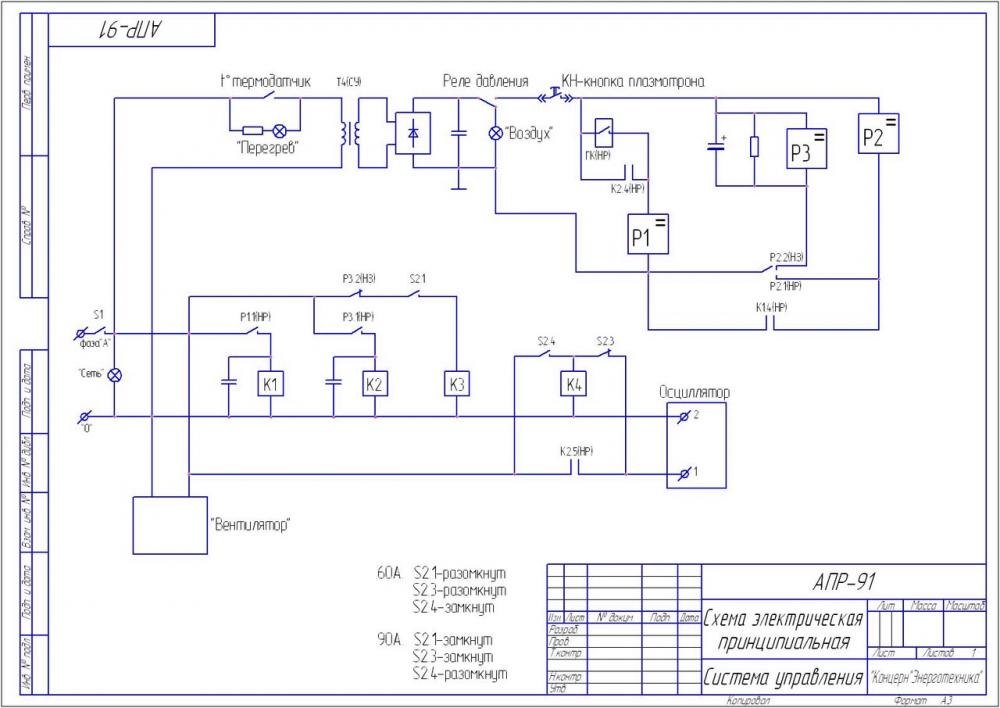
Схема управления плазмореза (нажмите для увеличения)
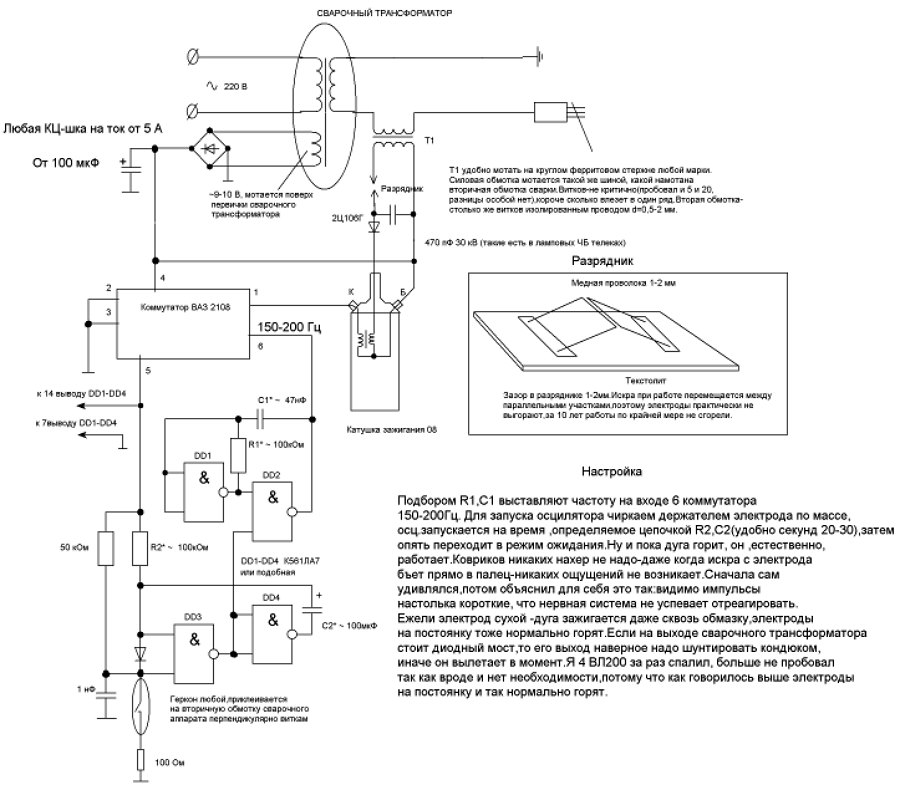
Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.

Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод. Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний. На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.

Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода. Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества. Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.

Строение сопла плазменной горелки
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению.
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток. Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата. Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
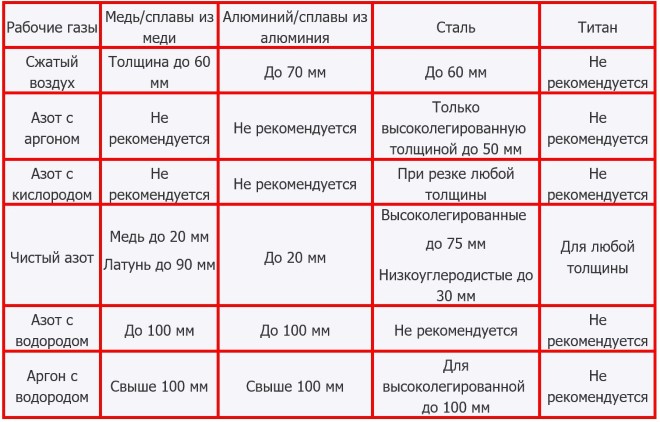
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.
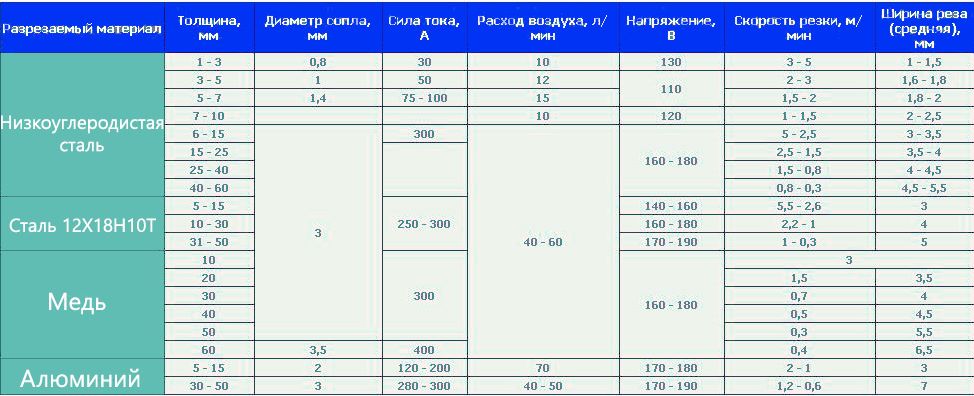
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.
Плазменная резка активно используется во многих промышленных областях. Однако плазморез вполне способен пригодиться частному мастеру. Аппарат позволяет с высокой скоростью и качеством резать любые токопроводящие и не токопроводящие материалы. Технология работы создает возможность обработки любых деталей или создания фигурных резов, которая осуществляется дугой плазмы высокой температурой. Создается поток базовыми составляющими – электрическим током и воздухом. Но выгоды от использования аппарата несколько омрачаются ценой заводских моделей. Чтобы обеспечить себя возможностью работы можно создать плазморез своими руками. Далее приводим подробную инструкцию с порядком действий и перечнем оборудования, которое необходимо.

Что выбрать: трансформатор или инвертор?
За счет наличия особенностей и параметров аппаратов для проведения плазменной резки возможно разделить их на типы. Наибольшую популярность завоевали инверторы и трансформаторы. Стоимость аппарата каждой модели будет определяться заявленной мощностью и рабочими циклами.
Инверторы обладают малым весом, компактными габаритами и минимально потребляют электроэнергию. К недостаткам оборудования можно отнести повышенную чувствительность к перепадам напряжения. Не каждый инвертор способен функционировать в особенностях режима нашей электрической сети. Если выходит из строя система защиты аппарата, то необходимо обращаться в сервисный центр. Также инверторные плазморезы обладают ограничением по номинальной мощности – не более 70 ампер и малым периодом включения оборудования при большом токе.
Трансформатор, по традиции, считается более надежным, чем инвертор. Они даже при ощутимом падении напряжения теряют только часть мощности, но не ломаются. Это свойство определяет более высокую стоимость. Плазморезы на основе трансформатора могут работать и включаться в рабочий режим на больший срок. Подобное оборудование применяется в автоматических линиях с ЧПУ. Отрицательным моментом трансформаторного плазмореза будет значительная масса, высокое энергопотребление и размеры.
Наибольшее значение толщины металла, которое способен резать плазморез составляет от 50 до 55 миллиметров. Среднее значение мощности оборудования равняется 150 – 180 А.

Средняя стоимость заводских аппаратов
Ассортимент плазморезов для ручной резки материалов сейчас поистине огромен. Ценовые категории также различны. Цену аппаратов определяют следующие факторы:
- Тип устройства;
- Производитель и страна производства;
- Максимально возможная глубина реза;
- Модель.
Решив изучить возможность покупки плазмореза, необходимо интересоваться стоимостью дополнительных элементов и комплектующих к оборудованию, без которых полноценно работать будет сложно. Средние цены на аппараты в зависимости от толщины разрезаемого металла составляют:
- До 6 мм – 15 000 – 20 000 рублей;
- До 10 мм – 20 000 – 25 000;
- До 12 мм – 32 000 – 230 000;
- До 17 мм – 45 000 – 270 000;
- До 25 мм – 81 000 – 220 000;
- До 30 мм – 150 000 – 300 000.
Популярными аппаратами являются «Горыныч», «Ресанта» ИПР-25, ИПР-40, ИПР-40 К.
Как можно увидеть ценовой диапазон обширен. В связи с этим актуальность самодельного плазмореза повышается. Изучив инструкции вполне можно создать аппарат, ничуть не уступающих по техническим характеристикам. Подобрать инвертор или трансформатор можно по цене существенно ниже, чем представленные расценки.

Принцип действия
После нажатия на кнопку розжига происходит пуск источника электроэнергии, подающий в рабочий инструмент высокочастотный ток. Возникает дуга (дежурная) между расположенным в резаке (плазмотроне) наконечником и электродом. Температурный диапазон от 6 до 8 тысяч градусов. Стоит заметить, что рабочая дуга создается не моментально, существует определенная задержка.
Затем в полость плазмотрона поступает сжатый воздух. Для этого предназначается компрессор. Проходя сквозь камеру с дежурной дугой на электроде, он подвергается нагреву и увеличивается в объеме. Процесс сопровождается ионизацией воздуха, что переводит его в токопроводящее состояние.
Через узкое сопло плазмотрона полученный поток плазмы подается к обрабатываемой детали. Скорость потока составляет 2 – 3 м/с. Воздух в ионизированном состоянии способен нагреваться до 30 000°С. В этом состоянии значение электропроводимость воздуха близка к проводимости металлических элементов.
После контакта плазмы с разрезаемой поверхностью дежурная дуга отключается и действовать начинает рабочая. Далее осуществляется плавка в точках резки, из которых расплавленный металл продувается подаваемым воздухом.
Подробно про технологию плазменной резки и работу с оборудованием возможно почитать в соответствующей статье.
Отличия аппаратов прямого и косвенного действия
Имеются различные типы аппаратов, отличающихся принципами работы. В оборудовании прямого действия предполагается работа электрической дуги. Она приобретает цилиндрическую форму и непосредственно соединяется с газовой струёй. Подобная конструкция оборудования позволяет обеспечить высокую температуру дуге (до 20 000°С) и высокоэффективную охлаждающую систему для других компонентов плазмореза.
В аппаратах косвенного действия работа предполагается с меньшим КПД. Это определяет их меньшее распространение в производстве. Конструктивная особенность оборудования состоит в том, что активные точки цепи размещаются на особых вольфрамовых электродах или трубе. Применяются они чаще для проведения нагрева и напыления, но для резки практически не используются. Чаще всего применяются в ремонте автомобилей.
Общей чертой является присутствие в конструкции воздушного фильтра (продлевает срок эксплуатации электрода, обеспечивает быстрый запуск оборудования) и охладителя (создает условия для длительной эксплуатации аппарата без перерыва). Отличным показателем является возможность непрерывной работы устройства на протяжении 1 часа с 20-минутным перерывом.

Конструкция
При должном желании и умении самодельный плазморез способен создать любой желающий. Но чтобы он мог полноценно и эффективно функционировать необходимо соблюдать определенные правила. Желательно примерять инвертор, т.к. именно он способен обеспечить стабильную подачу тока и стабильную работу дуги. В результате не возникают перебои и значительно уменьшится расход электричества. Но стоит учесть, что плазморез на основе инвертора способен справиться с меньшей толщиной металла, чем трансформатор.
Необходимые комплектующие
Перед началом сборочных работ необходимо подготовить ряд комплектующих, материалов и оборудования:
- Инвертор или трансформатор с подходящей мощностью. Чтобы исключить ошибку необходимо определиться с планируемой толщиной резания. Уже на основании этой информации подбирать нужное устройство. Однако с учетом ручной резки стоит выбрать именно инвертор, т.к. он меньше весит и потребляет меньше электричества.
- Плазмотрон или плазменный резак. Тоже имеются свои особенности выбора. Прямого действия лучше выбирать для работы с токопроводящими материалами, а косвенного – для не токопроводящих.
- Компрессор сжатого воздуха. Требуется уделять внимание номинальной мощности, т.к он обязан справляться с возлагаемой нагрузкой и соответствовать остальным компонентам.
Кабель-шланг. Требуется для соединения всех комплектующих плазмореза и подачи воздуха к плазмотрону.

Подбор блока питания
Работу плазмореза обеспечивает блок питания. Он формирует заданные параметры электрического тока, напряжения и подает их к режущему узлу. Основным питающим узлом может стать:
Подходить к выбору питающего элемента необходимо, учитывая особенности аппаратов, описанные выше.
Плазмотрон
Плазмотрон является генератором плазмы. Это рабочий инструмент, в котором формируется плазменная струя, непосредственно разрезающая материалы.
Основными особенностями устройства являются:
- Создание сверхвысокой температуры;
- Простая регулировка мощности тока, запуска и остановки рабочих режимов;
- Компактные габариты;
- Надежность работы.
Конструктивно плазмотрон состоит из:
- Электрод/катод, имеющие в своем составе цирконий или гафний. Эти металлы отличаются высоким уровнем термоэлектронной эмиссией;
- Сопло в основном изолируется от электрода;
- Механизм, закручивающий плазмообразующий газ.

Сопло, электрод являются расходными материалами плазмотрона. Если плазморезом обрабатывается заготовка до 10 миллиметров, то один комплект электродов расходуется в течение 8 часов работы. Износ происходит равномерно, что позволяет менять их одновременно.
При несвоевременной замене электрода может нарушаться качество резки – изменяется геометрия реза или возникают волны на поверхности. В катоде постепенно выгорает гафниевая вставка. Если она обладает выработкой более 2 миллиметров, то электрод может пригорать и перегревать плазмотрон. Это значит, что не вовремя замененные электроды повлекут за собой быстрый выход из строя остальных элементов рабочего инструмента.
Все плазмотроны можно разделить на 3 объемные группы:
- Электродуговой – имеет минимум один анод и катод, которые подключены к источнику питания с постоянным током;
- Высокочастотный – отсутствуют и электроды, и катоды. Связь с питающим устройством основывается на индуктивных/емкостных принципах;
- Комбинированный – функционирует при воздействии высокочастотного тока и горении дуговых разрядов.
Исходя из метода стабилизации дуги, все плазмотроны также можно разделить на газовый, водяной и магнитный типы. Подобная система является чрезвычайно важной для работы инструмента, т.к. она формирует сжатие потока и фиксирует его на центральной оси сопла.
В настоящее время в продаже имеются различные модификации плазмотронов. Возможно, необходимо изучить предложения, и купить готовый. Однако сделать самодельный в домашних условиях вполне возможно. Для этого требуется:
- Рукоятка. Необходимо предусмотреть отверстия для проводов.
- Кнопка.
- Соответствующий электрод, рассчитанный под действующий ток.
- Изолятор.
- Завихритель потока.
- Сопло. Желательно комплект с различными диаметрами.
- Наконечник. Необходимо предусмотреть защиту от брызг.
- Дистанционная пружина. Позволяет выдерживать зазор между поверхностью и соплом.
- Насадка для удаления нагара и снятия фаски.

Проводить работу можно одним плазмотроном за счет сменных оголовков с различными диаметрами, направляющие плазменный поток на деталь. Необходимо обратить внимание, что они, так же как и электроды, в процессе работы станут оплавляться.
Сопло закрепляется прижимной гайкой. Непосредственно за ним находится электрод и изолятор, предупреждающий розжиг дуги в неположенном месте. Далее размещен завихритель потока, позволяющий усилить эффект дуги. Все элементы размещаются во фторопластовом корпусе. Что-то возможно сделать самостоятельно, а что-то придется приобретать в магазине.
Заводской плазмотрон позволит проводить работу без перегрева более длительное время за счет системы воздушного охлаждения. Однако при кратковременной резке это неважный параметр.
Осциллятор
Осциллятор представляет собой генератор, который вырабатывает высокочастотный ток. Подобный элемент включается в цепь плазмореза между источником питания и плазмотроном. Способны действовать по одной из схем:
- Создание кратковременного импульса, который способствует возникновению дуги без прикосновения к поверхности изделия. Внешне представляет собой малую молнию, подаваемую с торца электрода.
- Поддержка постоянного напряжения с высоким значением напряжения, накладываемое на сварочный ток. Обеспечивает сохранность стабильного поддержания дуги.
Оборудование позволяет быстро создавать дугу и приступать к резке металла.

В основной своей массе обладают схожим строением и состоят из:
- Выпрямителя напряжения;
- Блока накопителя заряда (конденсаторы);
- Блок питания;
- Модуль создания импульсов. Включает в себя колебательный контур и разрядник;
- Блок управления;
- Повышающего трансформатора;
- Прибора контроля напряжения.
Основной задачей является модернизация входящего напряжения. Происходит повышение частоты и уровня напряжения, уменьшая период действия менее 1 секунды. Последовательность работы следующая:
- Нажимается кнопка на резаке;
- В выпрямителе ток выравнивается и становится однонаправленным;
- В конденсаторах происходит накопление заряда;
- Ток подается на колебательный контур трансформаторных обмоток, повышая уровень напряжения;
- Контроль за импульсом осуществляет схема управления;
- Импульсом создается разряд на электроде, поджигающий дугу;
- Действие импульса завершается;
- После прекращения резки осциллятором производится продувка плазмотрона на протяжении еще 4 секунд. За счет этого достигается охлаждение электрода и обрабатываемой поверхности.
В зависимости от типа осциллятора он может применяться по-разному. Однако общей характеристикой является повышение напряжения до 3000 – 5000 вольт и частоты от 150 до 500 кГц. Основные же отличия состоят в интервалах действия высокочастотного тока.

Для использования в плазморезе целесообразно использовать осциллятор для бесконтактного розжига дуги. Подобные элементы применяются для работы в аргоновых сварочниках. В них вольфрамовые электроды будут быстро затупляться если производить контакт с изделием. Включение в схему аппарата осциллятора позволит создавать дугу не совершая контакта с плоскостью детали.
Использование осциллятора позволяет существенно снижать потребность в дорогих расходных материалах и улучшать процесс резки. Правильно подобранное оборудование в соответствии с планируемой работой позволяет повышать ее качество и скорость.
Электроды
Электродам отводится немаловажная роль в процессе создания, поддержания дуги и непосредственной резки. В составе присутствуют металлы, позволяющие электроду не перегреваться и преждевременно не разрушаться при работе с дугой в высокотемпературных режимах.
При покупке электродов для плазмореза необходимо уточнять их состав. С содержанием бериллия и тория создаются вредные пары. Они подойдут для работы в соответствующих условиях, с надлежащей защитой работника, т. е. требуется дополнительная вентиляция. Из-за этого для применения в быту лучше покупать гафниевые электроды.

Компрессор и кабель — шланги
В конструкции большинства самодельных плазморезов включаются компрессоры и шланговые трасы для направления воздуха к плазмотрону. Данный элемент конструкции позволяет разогревать электрическую дугу до 8000°С. Дополнительной функцией является продувка рабочих каналов, очищая их от загрязнений и проводя удаление конденсата. Кроме этого, сжатый воздух способствует охлаждению компонентов аппарата при длительной работе.
Для работы плазмореза возможно применять обычный компрессор сжатого воздуха. Воздухообмен осуществляется тонкими шлангами с подходящими разъемами. На входе размещается электрический клапан, который регулирует процесс подачи воздуха.
В канале от аппарата к горелке размещается электрический кабель. Поэтому здесь необходимо размещать шланг с большим диаметром, в котором может разместиться кабель. Проходящий воздух несет и вентиляционную функцию, так как способен охладить провод.
Масса должна выполняться из кабеля с сечением от 5 мм2. Должен быть зажим. При плохом контакте массы переключение рабочей дуги на дежурную будет проблематичным.

Схемы
Сейчас можно найти множество схем, по которым можно собрать качественный аппарат. Подробно с условными обозначениями помогут разобраться видео. Подходящий принципиальный чертеж оборудования можно выбрать из представленных ниже.






Сборка
До начала сборочного процесса желательно уточнить совместимость подобранных комплектующих. Если вам ранее не приходилось собирать плазменный резак своими руками, то необходимо консультироваться с опытными мастерами.
Процедура сборки предполагает следующую последовательность:
- Подготовить все собранные комплектующие;
- Сборка электрической цепи. В соответствии со схемой подключается инвертор/трансформатор, электрический кабель;
- Подключение компрессора и подачи воздуха к аппарату и плазмотрону с помощью гибких шлангов;
- Для собственной подстраховки можно использовать источник бесперебойного питания (ИБП), учитывая емкость аккумулятора.
Подробная технология сборки оборудования представлена на видео.
Проверка плазмореза
После того как подключены все узлы в единую конструкции, необходимо провести проверку на работоспособность.
Обратим внимание на то, что проверка и работа с плазморезом должна осуществляться в защитной одежде с применением средств индивидуальной защиты.
Необходимо включить все агрегаты и нажать кнопку на плазмотроне, подав электричество к электроду. В этот момент в плазмотроне должна образоваться дуга с высокой температурой, проскочив между электродом и соплом.
Далее начинается подача сжатого воздуха. При проходе сквозь сопло плазмотрона, подвергаясь нагреву от дуги, воздух будет расширяться, превращаясь в плазменный поток.
Если собранное оборудование для плазменной резки способно резать металл толщиной до 2 см, то все сделано верно. Следует учесть, что самодельный аппарат из инвертора не сможет разрезать детали с толщиной более 20 миллиметров, так как недостаточно мощности. Для резки толстых изделий потребуется в качестве источника питания использовать трансформатор.

Достоинства самодельного аппарата
Выгоды, предоставляемые аппаратом воздушно-плазменной резки сложно переоценивать. Он способен точно резать листовой металл. После работы не требуется дополнительно обрабатывать торцы. Главным преимуществом является сокращение времени на работу.
Это уже весомые доводы для самостоятельно сборки оборудования. Схема не отличается сложностью, поэтому дешево переделать инвертор или полуавтомат по силам каждому.
В заключение обратим внимание на то, что работать с плазморезкой необходимо опытному специалисту. Лучше всего если это сварщик. Если же опыта мало, то рекомендуем сначала изучить технологию работы с фото и видео, а после этого приступать к выполнению поставленных задач.