

Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
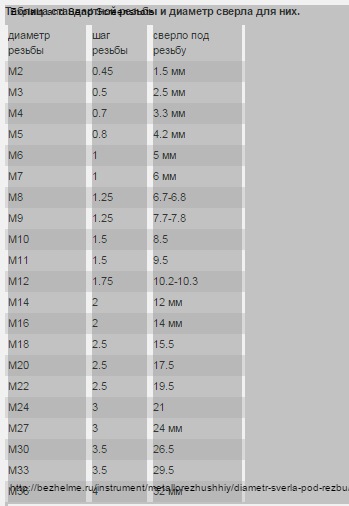
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.

Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:

Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.