
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
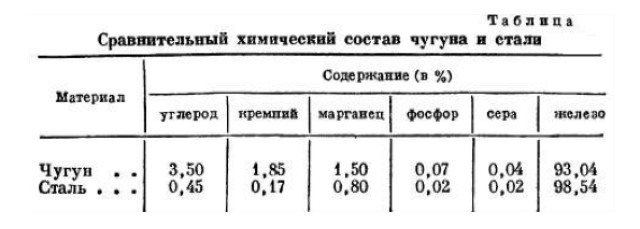
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
- Основные методики
- Выбор электродов
- Рабочая инструкция
- Аргонодуговая технология
- Подведем итоги
- Особенности чугуна
- Лучшие электроды по чугуну
- Холодная сварка чугуна
- Горячая сварка чугуна
- Основные марки электродов по чугуну
- ОЗЖН-1
- OK 92.18
- Сколько стоят электроды по чугуну
- Где можно купить электроды по чугуну
- Специфика обработки чугунных изделий
- Методы сварки чугуна
- Разновидности изделий
- Пара слов о маркировке
- Популярные электроды
- Нюансы выбора
Основные методики
Выделяют несколько наиболее эффективных технологий:
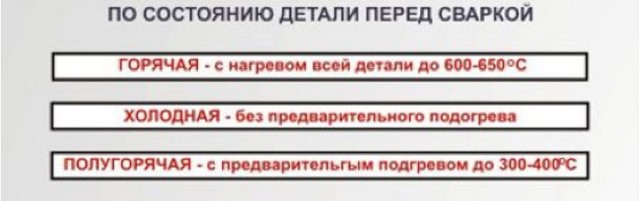
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
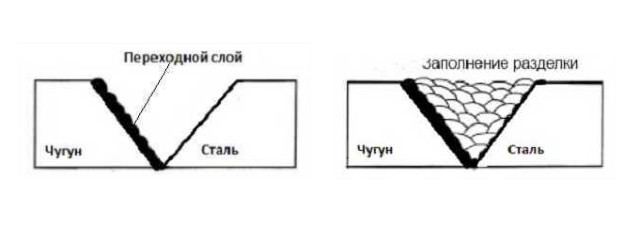
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Особенности чугуна
В отличие от стали чугун содержит в себе значительное количество углерода — от 2 до 6%, при этом СО2 находится в нем в свободном состоянии — в виде графита. Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
- из-за наличия графита в металле могут образовываться трещины;
- углерод выгорает, что приводит к образованию пор в сварном шве;
- образуются тугоплавкие окислы, у которых температура плавления выше, чем у чугуна.
Кроме того, затруднения при сварке может вызвать и такое его свойство, как высокая жидкотекучесть, препятствующая образованию качественного шва.

Быстрое охлаждение серого чугуна после температуры нагрева более 750°С ведет к превращению графита в карбид железа — цементит. Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
Лучшие электроды по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Марка электродов | Тип чугуна | Направление сварки | Тип сварки | Свойства |
| МНЧ-2 |
|
|
|
Предпочтительны для заварки первого слоя в соединениях, от которых требуется высокая плотность швов и чистота поверхности после обработки |
| ЦЧ-4 |
|
в нижнем положении |
|
Для конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью. |
| ОЗЧ-6 |
|
|
|
Для ручной дуговой сварки и наплавки тонкостенных деталей. |
| ОЗЧ-4 |
|
|
|
Предпочтительны при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость. |
| ОЗЧ-2 |
|
|
холодная сварка | Для сварки, наплавка и заварка дефектов литья при восстановлении чугунных изделий. |
| ОЗЖН-1 |
|
|
холодная сварка | Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. |
| OK 92.18 |
|
все положения | горячая сварка | Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). |
Холодная сварка чугуна
Холодная сварка — это сварка чугуна без предварительного подогрева деталей.
Для холодного метода сварки тебуются специальные электроды. Сюда относят такие марки, как МНЧ-2 (хорошо сваривают детали в ответственных конструкциях) ОЗЧ-2, ОЗЧ-6 (особенно эффективны при работе с тонкостенными изделиями), ЦЧ-4, а также ОЗЖН-1 (устранение серьезных дефектов).
Горячая сварка чугуна
Горячая сварка — это сварка, при которой требуется предварительная прокалка чугуна.
Собственно «горячим» методом называется тот, при котором металл нагревается до температуры +500. + 600 °С, «полугорячим» — температура достигает +300 +400 °С, «теплым» — +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
Основные марки электродов по чугуну

Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.
Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
Важно. Если осуществляется многослойная наплавка, валик необходимо постепенно охлаждать до температуры 60 °С и проковывать легкими ударами молотка. Таким образом снижается внутреннее напряжение в структуре металла и снижаются риски появления в околошовной зоне трещин. Длина самого сварочного валика — от 30 до 50 мм.
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида. Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.

Важно. Наиболее эффективно электроды ОЗЧ-4 проявляют себя при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость.
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, — небольшая, в диапазоне 30. 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
ОЗЖН-1
Сфера использования — исключительно холодная сварка. Используется постоянных ток обратной полярности. Типы свариваемых чугунов — высокопрочный и серый. Перед сваркой необходима часовая прокалка электрода при температуре 350°С. Как и в случае с другими марками по чугуну, валик следует проковать легкими ударами молотка для снятия внутреннего напряжения в металле шва. Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).

OK 92.18
Новое название этих электродов — OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Где можно купить электроды по чугуну
Конечно же покупать такую продукцию стоить только у известных производителей и проверенных поставщиков — это гарантия высокого заводского качества и, что немаловажно, это — репутация бренда. Именно такое, и только такое качество имеют электроды по чугуну, производителем которых является старейшее в России профильное предприятие — Магнитогорский электродный завод.
Чугун — один из самых «капризных» материалов. Его сварка производится лишь двумя способами, для чего подбираются особые электроды. Также материал бывает разных видов (серый, белый и т.д.), что осложняет его термообработку. Из данной статьи вы узнаете, какие существуют электроды по чугуну, чем они отличаются и как выбрать расходные материалы правильно.
Специфика обработки чугунных изделий
Рассматриваемый материал содержит более 2% углерода в составе, из-за чего становится одновременно твердым, но хрупким. Это осложняет его обработку. Подбираемые «расходники» должны компенсировать ряд отрицательных качеств материала, вытекающих из физико-химических свойств.
Для соединения каждого типа материала выбираются электроды для чугуна с определенным соотношением химических элементов, а также метод термообработки. Наиболее качественным считается аргонодуговая сварка, однако это весьма затратно. Электроды же применяются как на предприятиях, так и в бытовой обстановке.
Главное требование к изделиям — совпадение времени остывания со свариваемым металлом, а у чугуна оно достаточно большое. Второе — одинаковая концентрация углерода в основном и присадочном материале. Грамотный выбор поможет избежать перенапряжения внутри заготовки или выгорания углерода.
Электроды для чугуна толще аналогов для стали, поскольку материал весьма массивен. Он служит основой громоздких конструкций. Большинству присуще основное покрытие (кислое — реже); это расширяет сферу использования расходников. Производство, маркировка, химические особенности электродов регламентируются ГОСТ 7293-85.
Методы сварки чугуна
Первый метод требует выполнения двух условий:
- предварительного подогрева заготовки до 500 градусов (+/- 200 град.);
- использования проволоки порошковой с присадкой.
Подогрев — краткосрочное действие, осуществляемое за счет силы тока. Остывает же материал равномерно, в течение 70-100 часов. Здесь подойдут электроды по чугуну диаметром около 10 мм, используемые при сварке током от 600 А до 1 кА.
Холодная сварка — более популярный метод соединения деталей, классифицируемый по типу используемого электрода (сталь, никель и др.). От горячей отличается длительной подготовительной работой, включающей зачистку, фрезеровку и сверление с целью придания ей максимальной чистоты и гладкости.
Разновидности изделий
Специалисты сварочного ремесла советуют применять электроды, произведенные из стали, железа, никеля или сплавов, содержащих данные элементы. Конкретно для чугуна подойдут следующие типы расходников:
- стальные;
- никелевые;
- медно-никелевые;
- ферро-никелевые;
- медно-железные.
Электроды из стали применяют при обработке старых поверхностей, которые уже были подвержены действию экстремальных температур. Также это относится к некачественному или загрязненному металлами и шлаками чугуну, коим являются конструкции промышленных печей или, например, насосов. Обязательна подготовительная работа (зачистка поверхности, описанная выше).
Чугун, в состав которого входит графит, сваривается посредством биметаллических электродов. Данные материалы, как и ковкий аналог, легко сплавляются при помощи ферро-никелевых электродов.
Пара слов о маркировке
Наименование изделий, установленное ГОСТом, даст информацию об элементах, образующих электрод. Хоть железо и является основным элементом для большинства марок, часто попадаются другие. Если рассмотреть популярную марку МНЧ-2, обнаружатся следующие химические элементы (с количеством для данного электрода):
- медь (М) — здесь порядка 30%;
- никель (Н) — около 65%;
- Ч — предназначенность строго для чугунных изделий;
- 2 — порядковый номер электродов данной серии, указывающий на соотношение элементов (встречаются с тем же составом, но другим количеством).
Теперь предлагаем читателю ознакомиться с самыми известными моделями для соединения чугуна.
Популярные электроды
Ниже приведен перечень марок, пользующихся спросом среди любителей и профессионалов.
Универсальные расходники, подходящие для всех чугунов. Позволяют сваривать детали в любом положении (ОЗЧ-4 — кроме полупотолочного). Помимо соединения, применимы при заварке брака или наплавке. Для нормализации работы применяют постоянный обратнополярный ток.
Отличается от ранее названного узкой сферой применения — для серого и ковкого чугуна. Подогрев заготовок не производится, допустимые положения для работы — все, кроме полупотолочного.
Подойдут для горячей сварки. В отличие от указанных ранее, в обработке применяют еще и переменный ток.
Универсальные электроды для сварки чугуна обоими методами. Узкий диапазон использования (строго нижнее положение), сварка постоянным током обратной полярности (при повышенном напряжении используют переменный), возможность соединения чугуна с некоторыми марками стали — в этом специфика ЦЧ-4.
Для холодной обработки серых и высокопрочных чугунов. Умеренный расход элементов позволяет выполнить объемные работы.
Помимо шести вышеописанных изделий, при подборе электродов для обработки чугуна рекомендуется обратить внимание на таких зарубежных производителей, как UTP и ASPIK. Любой изготовитель предлагает собственный способ сварки материала путем внедрения в состав новых элементов и изменения концентрации ключевых. В каждом случае пользователю необходимо знать тип обрабатываемого чугуна, его толщину, чтобы правильно подобрать расходники. О других принципах подбора электродов — далее.
Нюансы выбора
Соответствие изделия марке свариваемого материала — основной критерий покупки. Желательно для конкретного типа чугуна подбирать изделия с особым материалом стержней, невзирая на наличие универсальных марок.
Также стоит присмотреться к обмазке (наружной обработке). Основное и кислое покрытие по-разному реагируют на определенные условия эксплуатации, о чем важно помнить. Если вы собираетесь наплавлять электроды на заготовку, важную роль играет толщина этого покрытия. Предпочтите наиболее толстые модели для работы со старым, некачественным или загрязненным чугуном.
При сварке тонкостенного чугуна электроды подбираются так, чтобы толщина их и самой заготовки совпадали, либо были максимально приближены. В противном случае проявится либо залипание, либо проплавка детали насквозь, что ухудшит ее внешний вид и не позволит достичь требуемого результата.
Правильный выбор электродов для сварки чугуна — залог успешной, быстрой, результативной работы. Если вам предстоит впервые варить этот непростой материал, не утруждайтесь выбором — используйте изделия марок МНЧ-2, ЦЧ-4 или ОЗЧ серии 2, 3, 4. Их толщина варьируется от 3 до 6 мм, что позволяет получить качественный шов. Если хочется подобрать качественный расходный материал зарубежного производства, рекомендуются универсальные изделия марки UTP.
Чем, на ваш взгляд, можно дополнить список хороших электродов по чугуну? Поделитесь своим мнением в комментариях.