
Недавно задался вопросу. Какими же электродами варят рельсы? Как мы знаем электроды подбираются от рода свариваемого металла. Значит начнём с рельсов. Задача определить марку и механические свойства стали. В том смысле что рельсы могут быть из разной стали. Почитав литературу набрел на таблицу с важной информацией для нас.
К примеру рельсовая сталь может быть одной из этих марок.
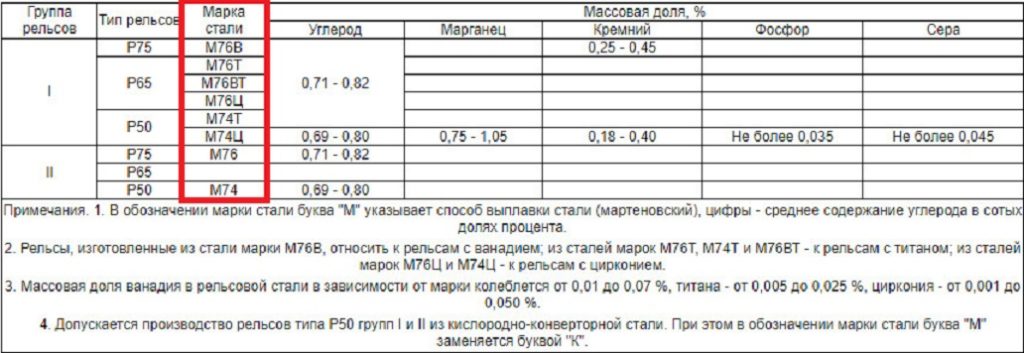
Красным выделил марки стали с их описанием. Ели внимательно посмотреть заметим что рельсы делятся на две группы, а разница лишь в добавлении легирующих элементов. Но этого не достаточно что бы делать выводы. После сварки шов должен отвечать требованиям и быть близким по механическим характеристикам основного металла. В очередной раз обратившись к источникам приведу простую таблицу с данными для приобретения знаний.
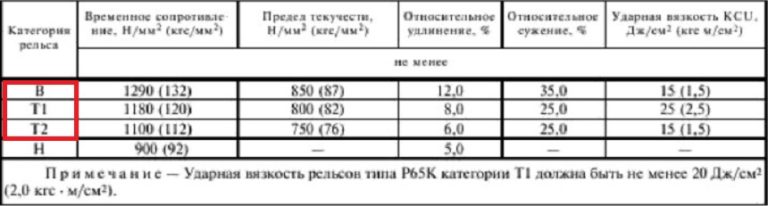
Все что выделено красным обозначает категорию металла прошедшим закаливание (термоупрочнение) по ГОСТ Р 51685-2000. Можно предположить что требования высокие к стали. А значит высокопрочная углеродистая и низколегированная сталь. Используя данные двух таблиц обращаюсь к ГОСТ 9467-75 по электродам. Нам нужен тип, где качество наплавленного металла приближен к основному. При этом не забываем о том что температура эксплуатации до -60С.
Изучив материал самым подходящим электродом оказался тип Э70 марка ОК 74.78 ESAB. Наш отечественный аналог ВСФ 75У.
Приведу краткие технические данные которые нас интересуют.
- Самое важное температура при которой можно варить составляет -60С и ударной вязкостью 40Дж.
- Удлинение 24% , а мы знаем что должно быть не ниже 20%.
- Предел текучести составил 610 МПа.
- Предел прочности 670 МПа.
Что же касается самого диаметра электрода для сварки нужно учитывать толщину прохождения свариваемого шва ( количество прохождения). Целесообразно использовать 4мм и 5 мм в диаметре.
Подведем итоги. Мы разобрали с чего надо начинать что бы подобрать тип и марку электрода для сварки рельсов.
При проведении монтажных и ремонтных работ на участках железнодорожного полотна, а также в схожих условиях, связанных с прокладкой рельсовых ниток, применяются специальные технологии сварки.
Особенности технологий сварки рельсов выражаются в повышенных требованиях к эксплуатационной надёжности соединений, а также их устойчивости к механическим нагрузкам.
Основные методы
Сварка рельсовых стыков относится к разряду особо ответственных мероприятий, организация и проведение которых невозможны без привлечения оборудования и современных сварочных механизмов.

Основными видами сварочных технологий, применяемых при монтаже и ремонте рельсов, являются:
- электроконтактная сварка;
- электродуговой метод;
- термитная обработка (алюминотермитная сварка рельсов);
- современная газо-прессовая сварка.
Каждый из этих методов отличается определёнными достоинствами и недостатками. Для более полного ознакомления с ними рассмотрим каждый из перечисленных способов сварки более подробно.
Электроконтактный способ
 Электроконтактный подход к соединению стыков рельсов основывается на их сильном нагреве и последующем расплаве посредством электрической дуги, которая формируется значительным по величине током низкого напряжения.
Электроконтактный подход к соединению стыков рельсов основывается на их сильном нагреве и последующем расплаве посредством электрической дуги, которая формируется значительным по величине током низкого напряжения.
Для реализации метода используют специальные машинные комплексы, работающие в автоматическом режиме (МСГР-500, МС-5002 или К-190, например).
Подлежащие обработке рельсы перед началом сварки укладываются либо непосредственно на путях, либо же с небольшим смещением внутри ветки или снаружи колеи (на удалении порядка 260 сантиметров от её оси).
При этом сам сварочный механизм перемещается по восстанавливаемой нитке, то есть представляет собой самоходную рельсосварочную станцию.
В процессе её работы используются сменные контактные головки различного типа, обеспечивающие необходимые режимы сварки (непрерывное оплавление или прерывистый разогрев контактов).
Электродуговой метод
 Дуговая бесконтактная сварка относится к наиболее распространенным методикам, применяемым при сопряжении стыков рельсовых ниток.
Дуговая бесконтактная сварка относится к наиболее распространенным методикам, применяемым при сопряжении стыков рельсовых ниток.
Согласно этому подходу рельсы сначала укладывают с небольшим зазором, после чего их концы проваривают металлом электродов, расплавляемых посредством дугового разряда. Этот вид бесконтактной сварки не нуждается в приложении избыточного осадочного давления и реализуется с помощью переменного или постоянного токов, поступающих от передвижной сварочной станции.
Наиболее эффективным способом реализации дуговой сварки рельс является так называемый «ванный» метод, согласно которому заранее обрезанные поперёк продольной оси рельсы укладываются строго по линии путей с небольшим возвышением и с зазором приблизительно 14-16 миллиметров.
Между торцами уложенных таким образом рельсовых заготовок вводится рабочий электрод с последующим пропусканием через него тока порядка 300-350 ампер.
В результате такого воздействия расплавленная масса равномерно растекается по зазору и полностью заполняет его. Для предотвращения её стекания наружу зазор между рельсами закрывается специальными блокирующими ограждениями. По завершении сварки образовавшиеся швы шлифуются по всей площади стыка.
Термитная обработка
 Алюминотермитная технология проверена временем.. В основу применения термитной сварки рельс заложена восстанавливающая реакция, происходящая при контакте основания (алюминия) с ещё одой составляющей – окисью железа.
Алюминотермитная технология проверена временем.. В основу применения термитной сварки рельс заложена восстанавливающая реакция, происходящая при контакте основания (алюминия) с ещё одой составляющей – окисью железа.
Возникающий в результате этого металл (восстановленное железо) при рабочих температурах порядка 2000 градусов заливается в специальную огнеустойчивую форму, совпадающую с геометрией свариваемых рельсов.
Указанная реакция сопровождается выделением значительного количества тепловой энергии.
Сваривать рельсы по термитному методу начали очень давно (с середины 19-го века), однако уже с тех пор этот вид сварки из-за применения алюминия стал называться алюминотермитным.
Важно отметить, что описываемая химическая реакция после поджога специального высокотемпературного горючего (термита) длится лишь несколько секунд.
 Помимо двух рассмотренных составляющих (окиси железа и алюминия) в состав рабочей сварной смеси вводятся легирующие добавки и мелкие стальные частицы, слегка тормозящие или демпфирующие протекающий процесс. Добавки необходимы для того, чтобы сталь в зоне сварки приобрела требуемые качества и параметры, характерные для большинства рельсовых изделий.
Помимо двух рассмотренных составляющих (окиси железа и алюминия) в состав рабочей сварной смеси вводятся легирующие добавки и мелкие стальные частицы, слегка тормозящие или демпфирующие протекающий процесс. Добавки необходимы для того, чтобы сталь в зоне сварки приобрела требуемые качества и параметры, характерные для большинства рельсовых изделий.
При рассмотрении особенностей этого вида сварочного процесса следует отметить, что по завершении реакции общая химическая масса разделяется на две фракции: жидкий металл и лёгкий шлак, всплывающий в верхнюю часть формы.
Термитаня технология позволяет сочленять между собой следующие виды путевых изделий:
- поверхностно-закалённые рельсовые заготовки;
- объёмно-закалённые стыкующиеся части рельс,
- не прошедшие специальную термическую обработку рельсы в любых комбинациях.
Данный вид сварки обеспечивает выполнение требований основных стандартов, предъявляемых к высокоскоростным рельсовым магистралям, в части соблюдения нормативов сварочных технологий.
Газопрессовой способ
Эта технология сварки основывается на соединении металлических стыков рельс при относительно низких температурах (заметно ниже границы плавления), но при достаточно высоком давлении.
К основным преимуществам газопрессового метода следует отнести однородность структуры материала в зоне сварки, а также высокую прочность получаемого сочленения.
 Благодаря перечисленным достоинствам, этим методом можно эффективно «варить» даже очень тяжёлые и габаритные железнодорожные изделия. Перед сваркой концы таких рельсов плотно пристыкуются один к другому, после чего посредством специального инструмента (рельсорезного станка с дисковой пилой или механической ножовки) осуществляется одновременный их рез.
Благодаря перечисленным достоинствам, этим методом можно эффективно «варить» даже очень тяжёлые и габаритные железнодорожные изделия. Перед сваркой концы таких рельсов плотно пристыкуются один к другому, после чего посредством специального инструмента (рельсорезного станка с дисковой пилой или механической ножовки) осуществляется одновременный их рез.
В результате подготовительных операций обеспечивается требуемая плотность прилегания торцевых частей рельсов с высокой чистотой металлического сопряжения.
Помимо этого, непосредственно перед самим свариванием торцы обрабатываются дихлорэтаном или четыреххлористым углеродом. На этапе подготовки рельс к сварке их концы нагреваются до необходимой температуры посредством специальных комбинированных горелок, обеспечивающих получение достаточной температуры.
После тщательного разогрева концы рельсов зажимаются посредством гидравлического пресса особой конструкции и продолжают разогреваться до 1200 градусов.
В процессе сварки корпуса горелок слегка смещаются относительно обрабатываемого стыка (совершают небольшие колебательные движения). Частота таких периодических перемещений, как правило, не превышает 50-ти колебаний в одну минуту.
Одновременно с этими перемещениями газовой горелки рельсы сжимаются гидравлическим прессом с усилием от 10-ти до 13-ти тонн, точное значение которых определяется путём специальных расчетов. По результатам такой обработки свариваемый металл в месте стыка осаждается примерно на 20 миллиметров.
Для реализации описанной технологической цепочки применяется специальное газопрессовое оборудование (универсальные станки).
По завершении всего комплекса газосварочных операций готовый стык тщательно зачищается от шлаков, а затем приводится к нормальному виду (говорят, что осуществляется его «нормализация»).
Итак, рассмотренные ключевые методики сварки рельсовых стыков применяются в соответствие с техническими требованиями и условиями проведения ремонтно-восстановительных мероприятий.
Из всех подходов особо выделяется алюмотермитная сварка, как максимально отвечающая современным требованиям к бесконтактному восстановлению рельсов или прокладке железнодорожных веток. Именно термитный способ наиболее часто применяется при сооружении и ремонте современных транспортных магистралей.
Монтаж железнодорожных магистралей проводится двумя методами: сборным и сварным. Второй предпочтительнее, потому что сборные стыки снижают скорость движения подвижного состава. Сварка рельсов производится несколькими методами. При выборе способа монтажа бесстыковых линий учитывают свариваемость материала и стоимость работ. Наиболее распространенные: контактная и алюмотермитная сварка, есть и другие виды. О каждом стоит сказать отдельно. Стыки варят с использованием специального оборудования.

Особенности сваривания рельсов
Железнодорожный профиль производят из высокоуглеродистых сталей, характеризующихся плохой свариваемостью. При термической обработке на металле образуются трещины, возникают внутренние напряжения. При сварке рельсовых плетей такое недопустимо, дефекты полотна могут стать причиной аварии.
Для работы необходимо:
- профессиональное оборудование;
- качественные расходные материалы;
- контрольные приборы, проверяющие целостность шва.
Для образования прочного соединения толстостенные балки необходимо проваривать на всю глубину. После сварки стыка необходимо выровнять поверхность, чтобы шов не разрушался.
Виды рельсов
Для выбора способа сварки учитывают химический состав сплава. Для каждого вида профилей ГОСТом определены марки стали.
| Наименование | Назначение | Марки стали, используемые для изготовления |
| Железнодорожные стандартные | Выпускают для магистральных путей | РП50, РП65, РП75. |
| Железнодорожные промышленные | Используются на коротких участках. | РП50, РП65, РП75. |
Способы сварки рельсовых стыков
При выборе технологии учитывают свариваемость сталей, их текучесть, пластичность. Немаловажный фактор – трудозатраты, стоимость оборудования. С учетом всех составляющих решают, как сваривать рельсы.
Для заделки стыков используют следующие технологии:
- электродуговую;
- электроконтактную;
- алюмотермитную;
- газопрессовую.
На предприятиях чаще используют термитную сварку рельсов, реже контактную. У каждой технологии есть преимущества.
Электродуговой
Сварка рельсов с использованием электродов используется для стыков и плетей. Ванным способом удается получить прочное соединение. Концы укладывают на небольшом возвышении над полотном с зазором 14–16 мм в специальную ванночку, удерживающую расплав. В стык вертикально помещается электрод диаметром 5 или 6 мм. При подаче высокочастотного переменного или постоянного тока прямой полярности мощностью 300–350 ампер в зависмости от толщины профиля, расплав постепенно заполняет весь стык. Диффузионный слой создается по всему сечению. Для сварки рельсов используют электроды с основным видом покрытия:
- отечественные УОНИ 13/45 и УОНИ 13/55,
- японские LB 52U.
Их предварительно прокаливают: в течение 2 часов выдерживают при температуре 180 – 230°С.
Достоинства электродуговой сварки:
- не нужно использовать флюс, обмазка создает слой шлака над ванной, он препятствует окислению;
- не требуется предварительной разделки торцов;
- для образования плотного соединения не нужно дополнительно прикладывать усилий;
- доступность, в качестве генератора тока используют трансформаторы, выпрямители и профессиональные инверторы.
После охлаждения ванны стык зачищают, снимают окалину, выравнивают поверхность головки рельса.
Термитный
Метод основан на способности алюминия восстанавливать окись железа с большим выделением тепла. Сварку рельсов по алюмотермитной технологии освоили больше века назад. При поджоге термита в рабочей зоне создается температура от 1200 до 2000°С в зависимости от химического состава сплава. Восстановленное железо затекает в форму, по профилю совпадающую с рельсом.
В термит помимо оксида железа и алюминия входят легирующие добавки, небольшие кусочки металла (они затормаживают химический процесс). Шлак, образующийся при расплаве, всплывает, его удаляют после охлаждения металла.
Самое главное преимущество метода – высокая скорость термитной сварки рельсов. Он применяется для закаленных и холоднокатаных балок. Его используют при монтаже магистральных железнодорожных линий и плетей.
Газопрессовый
Сварку рельсовых стыков этим методом проводят на пластичных сталях. Температура в зоне стыка концов повышается за счет энергии сдвига. Она выделяется при высоком давлении. Образуется качественное соединение за счет однородности диффузного слоя. Для плотной стыковки рельсов торец прорезают рельсорезом. Металл консервируют 4-хлористым углеродом или дихлорэтаном, под составом металл не окисляется. Стык нагревают до температуры вязкости, под 10–15-тонным давлением гидропресса слои сдвигаются, торцы плавятся, образуется диффузный слой.
Главные достоинства газопрессового метода:
- однородность химического состава;
- отсутствие окалины, процесс протекает внутри профиля;
- возможность соединяться профиль любой конфигурации и толщины.
Электроконтактный
Автоматная технология основана на нагреве стыка за счет пронизывающей электродуги, возникающей под воздействием высоких токов небольшого напряжения. Электроконтактная сварка проводится самоходными комплексами МСГР-500, МС-5002, К-190 непосредственно в месте укладки или с небольшим смещением ветки. Для разного вида рельсового профиля используют сменные контактные головки. Работу проводят методом непрерывного оплавления или импульсным прогревом рельсов.
Контроль качества рельсовых стыков
От прочности соединений зависит безопасность движения, поэтому вне зависимости от способа сварки проводится проверка стыков рельсов любым из методов неразрушающего контроля. Особенно внимательно проверяются швы, сделанные ручным сварочным оборудованием. Помимо структуры проверяется ровность головки рельса, на которую опирается колесо во время движения.