

Во время стройки своего особнячка один знакомый решил купить окна, при этом нельзя было обойти вниманием графу со стоимостью материала.
Застройщик был в легком шоке! Цена почти в два раза была ниже, чем стоимость всего заказа. Именно тогда было принято решение о закупке профиля и прочих материалов по себестоимости, и о том, что из них будут изготовлены пластиковые окна ПВХ своими руками.
Необходимое для работы оборудование было собрано также своими руками. Для получения нужного сварочного приспособления применялся ручной инструмент, который был под руками – в виде дрелей, электрических лобзиков, перфораторов, и других необходимых инструментов.
Фреза для торцевания импоста была куплена – там же, где брали профиль.

Поскольку профиль сегодня доступен в очень разнообразных вариантах формы и дизайна, то перед заказом рекомендуется просматривать каталог товаров.
Перед покупкой также следует убедиться, что внутри профиля присутствует стальное обрамление, которое усиливает жесткость оконной рамы и предотвращает ее ломкость.
Этапы обработки профиля
В первую очередь нужно сделать замерку. После замерки и разметки концы профиля следует фрезеровать, обеспечив им поперечную совместимость. Чтобы отрезать углоыве стыки, используется «углорез» – прибор, режущий под определенным углом. Каждый стык профиля должен подгоняться с точностью до градуса. Все углы должны быть соответственно 45 градусов.
Спайка каркаса окна
Для крепления заготовок для сварки применяются своеобразные плечи – одно такое плечо может двигаться по направляющим полозьям. Для изготовления нагревательного элемента взяты две конфорки от электрической плитки, и обтянуты тефлоновой тканью. Нагрев можно регулировать.

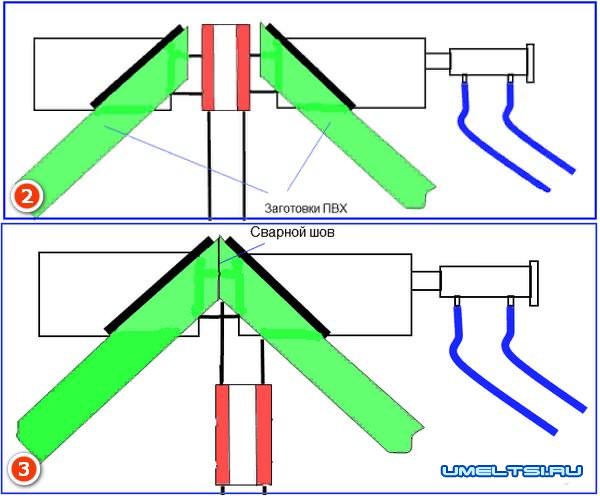
После нагрева заготовки нужно прижать одну к другой при помощи пневматического цилиндра от домкрата. Благодаря системе упоров расплавленные края заготовок не вдавливаются один в другой больше, чем на 3–4 мм. Сжатый воздух нагнетается в ресивер, выполненный из старого газового баллона, за счет автомобильного компрессора (до 4 кг/с).


Когда шов остынет, процедуру повторяем со следующей парой. Благодаря системе зажимов можно крепить профили практически всех видов.
Для зачистки сварного шва в плоскости берем широкую стамеску, с торцов – нож.


Стеклопакеты для ПВХ окон

Различают стекла простые и энергосберегающие. Второй тип окон отличается тем, что он отражает тепло и сохраняет его в помещении. Такие окна ПВХ стоят соответственно дороже.
Перед заказом нужно определиться с видом стеклопакета. Если в ваших краях зимы достаточно умеренны, будет достаточно одинарного стеклопакета. Но там, где сильные морозы – обыденность, лучше установить окно с двумя или тремя стеклами.
Стеклопакеты должны хорошо просохнуть, тогда можно переходить к их установке. Они вставляются просто в оконные рамы, которые сделаны предварительно. Обычно в профилях имеются так называемые чепики с резиновой окантовкой – такая конструкция не пропускает воздух извне. Эти чепики также нарезаем углорезом по размеру рамы окна, и потом вставляем в профиль рамы.
Фурнитура

К выбору фурнитуры – ручек, механизмов и т. д. следует подходит с особым вниманием. Учитывайте, что помещение, где расположены пластиковые окна, нужно постоянно проветривать. То есть, вы будете часто открывать и закрывать окно, а значит, пользоваться фурнитурой. От качества механизмов напрямую зависит срок эксплуатации окон. Поэтому стоит выбирать более дорогую, но надежную фурнитуру, чтобы потом не возиться с ремонтом окон.
Монтаж пластиковых окон


Перестали шуметь утренние трамваи, с северной стороны больше не проникал со свистом холодный ветер через прорехи в изоляции. Позабыто осенне-весеннее развинчивание створок и окрашивание рам. В моём доме появились пластиковые окна со стеклопакетами. Больше не приходится включать батареи на полную, а кроме протирания влажной тряпочкой, никакого особого внимания они к себе не требуют.
О том, как это простое и полезное изобретение — пластиковое окно — принимает форму, мне рассказали специалисты по производству окон.
Производство находится во Фрязино. Чтобы я не запуталась в незнакомом городке, на въезде меня пообещали встретить на фирменной машинке. Я подумала, ну какая машинка может быть у фабрики окон? Каблучок или минивэн. Когда меня встретила X6, настроение улучшилось, знакомство обещало быть не занудным (=
Раннее утро, во дворе уже стоит готовые изделия, готовые к отправке заказчикам. А я ныряю в прохладу одного из цехов.
Поскольку мы начали обходить производства с конца, свое повествование я тоже буду вести от готового изделия до шестиметровой заготовки профиля. Здесь в рамы вставляют стеклопакет.
Сборку проверяет экспертиза и только после этого окно запаковывают и ставят на «пирамиду». Так называется конструкция, на которой перевозят окна в кузове грузовичков.
Стеклопакет вставляют при помощи монтажной лопатки. Но не просто так стекло держится на своем месте.
Под стеклопакет подкладывают штапики (серые и белые пластинки), они распределяют вес стеклопакета и исключают нежелательные напряжения в стекле, которые образуются, например, из-за перепада температур. А так же они исключают возможность отжима створки при взломе.
А еще штапиками называют вот такие профили, которые прикрепляют к низу рамы. Рама не портится при транспортировке и устанавливать ее в оконный проем становится удобнее.
Верстаки на производстве снабжены ворсом, чтобы не поцарапать профиль. Фурнитуру прикручивают настолько быстро, что я даже не успеваю следить за руками мастера. Чтобы не ошибиться с позиционированием замков, ответок и прочих железячек, на помощь приходят шаблоны. По ним высверливают отверстия под фурнитуру.
Фурнитуры на окнах очень много, одними ручками и петлями дело не обходится. На створку устанавливаются угловые передачи, соединители запоров и средние запоры, которые закрепляются саморезами. Основной запор обрезается до нужных размеров на пневматической гильотине. Маленькая погрешность в замерах приводит к браку всего окна, вот так.
Одна из деталей фурнитуры называется ножницами. Она служит для того, чтобы створка могла откидываться.
После того, как все установлено на створку, рама и створка соединяються в цельное изделие и на раму крепяться все необходимые ответные части.
Здесь же в створку окна вставляется уплотнительная резинка. Под верстаком стоит коробка с десятками метров резинки. Установка должна начинаться в середине верхней перекладины рамы. Устанавливается все вручную, чтобы предотвратить растяжения. Клеится резина при помощи специального молекулярного клея и дополнительно подклеивается по углам на створках.
Гильотина для фурнитуры.
У каждого верстака есть свой набор пневматических дрелей и шуруповертов с позитивными разноцветными проводами.
Совок и швабра висят не по схеме, ай-ай-ай! Догадайтесь, чего не хватает?
Чтобы получилась рама или створка, ее нужно соединить. Лучший способ — сварка.
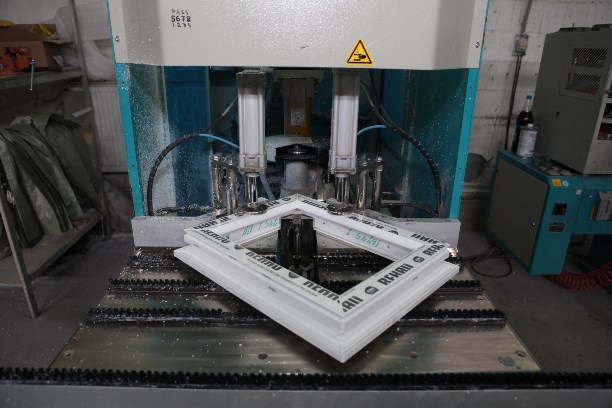
Сварка профилей происходит при помощи специального сварочного оборудования. В зависимости от объемов производства сварочные станки могут иметь одну, две или четыре сварные головки. Самым производительным, разумеется, естественно является станок с четырьмя сварочными головками, в этом случае процесс сварки рамы происходит одновременно в четырех углах. На этой фабрике стоит двухголовочный сварочный аппарат и сварка происходит в два цикла.
Температура сварного ножа 230 — 250 °С. На верхней правой фотографии коллажа виден тот самый нож, который равномерно нагревает обе поверхности. Время нагрева шва от 25 до 40 секунд, после этого нож поднимается и аппарат состыковывает профили. Сварка длится столько же.
Тефлоновое покрытие ножа протирают чистым хлопком или бумажным полотенцем через каждый час, на «горячую», без использования растворителей.
Перед установкой ПВХ профиля на сварочный станок нужно проверить чистоту обеих свариваемых поверхностей, так как стружка, масло, грязь сильно ухудшают качество шва. После сварки шов должен быть белого цвета (потемнение недопустимо, это говорит о том, что температура или время нагрева были выше допустимого.
Второй цикл сварки завершается, через несколько секунд рама будет готова.
Вот такой вот шов.
Остатки сворки срезают фрезой на точном станке с ЧПУ (числовым программным управлением).
Вот что получается на выходе.
Профиль приезжает на фабрику из Германии в шестиметровых упаковках. Обратите внимание на форму внутренностей.
На месте его пилят. Эта пила отрезает сразу по нужной длине и под углом 45 градусов. То что нужно для прямоугольных окон.
После обрезки профиль армируют. Для прочности конструкции.
Фабрика еще занимается и алюминиевым профилем для раздвижных конструкций. Как правило их ставят на балконы. Стеклопакеты в них не ставят, вместо них идет обычное стекло.
Глухие сендвич-панели в разрезе. Их ставят туда, где не стекло не предполагается, в том чистле и в нижнюю часть балконной двери. Но мне нравится, когда и них тоже прозрачный. Сейчас у нас балконная дверь вообще не имеет поперечной перегородки и открывается в двух плоскостях, как обычная створка.
Увидела пожарный щит и тут же вспомнила картинку с троллфэйсами, где они в таком виде бегут на пожар. Картинку не нашла в итоге, зато похулиганила (=
Багор оказался очень пыльным, пришлось мыть руки. По дороге в туалет встретила наскальное творчество рабочих.
Водитель погрузчика вдохновляется сугубо водительскими изображегниями.
Возвращаемся к профилям. Их в природе привеликое множество, и это только маленькая часть.
А еще профиль бывает цветным.
Склад такой склад (=
А это цех ламинации и гнутых конструкций. На белый или цветной профиль можно приклеить цветную пленку или пленку, имитирующую дерево.
Чтобы согнуть профиль, его разогревают в печи, а потом гнут по заранее выставленной форме.
Некоторые сотрудники приезжают на великах, для них на территории есть стоянка.
Ура! Кажется мы обошли с вами всё и всё знаем об изготовлении окошек! Всех целую, ваша Дашечка!
Пластиковые окна сейчас есть почти в каждом доме. Но как их производят? С этим вопросом мы отправились на тульский завод пластиковых окон «ТЗСК».
История появления пластиковых окон полна виражей и недоразумений. Первые экземпляры были произведены еще в 40-х годах XX века. Однако тогда инженеры просчитались – конструкция оказалась непрочной, и идея обернулось провалом. Производство возродилось в 1960-х годах, а в России пик популярности пластиковых окон пришелся на 90-е годы.
Работа над современными пластиковыми окнами начинается за столом технолога. Специалист составляет подробный чертеж будущего окна в зависимости от предпочтений заказчика.

Чтобы окно даже самой необычной формы хорошо работало, технолог просчитывает все нюансы и размеры в миллиметрах. На каждую модель составляется подробный чертеж, который потом отдается работникам цеха.
Рама пластикового окна состоит из так называемого ПВХ-профиля. Это пластиковый корпус, внутри которого расположены продольные перегородки, образующие полости – воздушные камеры. От количества этих камер зависит теплоизоляция. Однако профиль сам по себе не обладает достаточной прочностью для изготовления рамы.
Привезённый профиль распиливают на заготовки. Здесь важна точность оборудования при определении длинны и угла запила.
Здесь же при помощи специального оборудования происходит нарезка армирующего профиля, придающего жесткость конструкции.

Чтобы не запутаться, все заготовки раскладываются по полочкам в зависимости от размера.

Профиль и армирование соединяются саморезами, чтобы конструкция работала как единое целое. После этого в заготовках просверливаются технологические отверстия — дренажные и под ручку.
Следующий этап производства – процесс «сваривания». Под воздействием высокой температуры и давления заготовки соединяются в единое целое.


Во время «сварки» остаются неровные наплывы пластика, которые затем обрабатываются фрезами на другом аппарате.
Станок делает это максимально точно, не забирая ничего лишнего.
Затем мастер собирает уже готовую конструкцию. Добавляет импосты (перегородки) и вставляет створки, монтирует подставочный профиль для подоконника. В работе этого специалиста важна точность.

Затем специалист навешивает фурнитуру.

. и устанавливает резиновый уплотнитель. Сначала из посадочного места потоком воздуха выдувается пыль и технологический мусор – стружка и опилки от профиля, а затем уже вставляется уплотнитель. Он поставляется на производство в таких бобинах.

Правильно вставить уплотнитель – тоже наука. Если мастер сильно растянет его, он будет пропускать воздух и воду, а если, наоборот, оставит лишнее, то углы рамы станут неопрятными.

Когда у окна появляются створки, оно отправляется на остекление. Мастер вставляет стекло при помощи подкладочек, чтобы створка не провисала, а стеклопакет был плотно закреплен.

Затем на окно устанавливаются штапики.

Сами стеклопакеты поступают на завод в готовом виде, они заказываются индивидуально на каждое окно и уже через сутки оказываются на производстве.

Кстати, вот эти квадратики, которые мы часто видим на новых окнах, нужны именно при транспортировке пакетов до завода, чтобы стекло не терлось друг от друга.
Когда окно уже готово, оно отправляется на технический контроль. Специалист проверяет обвязку фурнитуры, работают ли створки, как стоит уплотнительная резина и т.д. Если окно соответствует всем требованиям, оно отправляется к покупателю!
В последнее время популярны окна неправильной формы, например круглые иллюминаторы.

Чтобы их сделать, профиль нагревают до 110 градусов в печи в форме трубы.

А затем на столе выгибают в нужную форму при помощи лент с присосками, и оставляют примерно на 10-15 минут.


Еще один вариант необычного окна – окно с ламинацией. Выбор цвета оконных рам сейчас очень большой, самые популярные – древесные цвета, но окно можно сделать черным, серым и даже синим.

Ламинацию делают на специальном аппарате. Для каждого профиля его настраивают отдельно. Это трудоемкая работа, и на нее уходит не меньше 15 минут: каждый ролик нужно установить так, чтобы профиль был закреплен и не «гулял» из стороны в сторону.

Сам процесс занимает около минуты. В это время специалисты следят, чтобы цветная пленка ложилась ровно. Если вдруг она замнется, можно всё исправить, но только в первые несколько минут. Когда клей сцепится, оторвать его будет невозможно.